AN233 - BGA / LGAパッケージ付きMPM電源モジュールの表面実装ガイドライン

役立つ情報を毎月お届けします
プライバシーを尊重します
概要
このアプリケーションノートでは、BGAおよびLGAパッケージのMPM電源モジュールにおける主要な組み立て上の検討事項について包括的に解説します。これは、さまざまエレクトロニクスアプリケーションにおいて最適な性能、信頼性、および長期的な使用性を確保するための設計および製造要件を網羅しています。適切な取り扱い、PCB設計、および再加工戦略は、欠陥を軽減し、組み立て効率を最大化する上で非常に重要です。
はじめに
ボールグリッドアレイ (BGA) パッケージとランドグリッドアレイ (LGA) パッケージは、高密度集積を可能にする能力があるため、現代のエレクトロニクス組立において広く使用されています。BGAパッケージは接続にはんだボールを使用するのに対し、LGAパッケージはパッドとの直接接触に依存しています。これらのパッケージの適切な組み立て技術を確保することは、製品の寿命と性能にとって極めて重要です。このアプリケーションノートでは、成功し堅牢なアセンブリを実現するために必要な手順を詳しく説明します。
パッケージ構成
BGAおよびLGAパッケージの概要
BGAパッケージは、機械的および電気的な接続を容易にするはんだボールマトリックスを備えて設計されています。この設計は、溶融したはんだボールの表面張力により、リフローはんだ付け時のセルフアライメントを向上します。それに対し、LGAパッケージにはあらかじめ塗布されたはんだボールがなく、代わりにPCBに塗布されたソルダーペーストに依存しています (図1参照)。LGAパッケージのメリットは以下のとおりです:
- はんだボールが不要なため (リードレスパッケージ)、取り扱いが容易。
- はんだボールを使用していないため、BGAパッケージで設計された同製品と比較して高さが低い。
- 柔軟性: 単一のLGA電源モジュール製品には、ピンの要件に基づいて異なるサイズのパッドを備えることができる。
このため、LGAパッケージは、ステンシル設計やソルダーペーストの塗布におけるばらつきに対してより敏感になります。
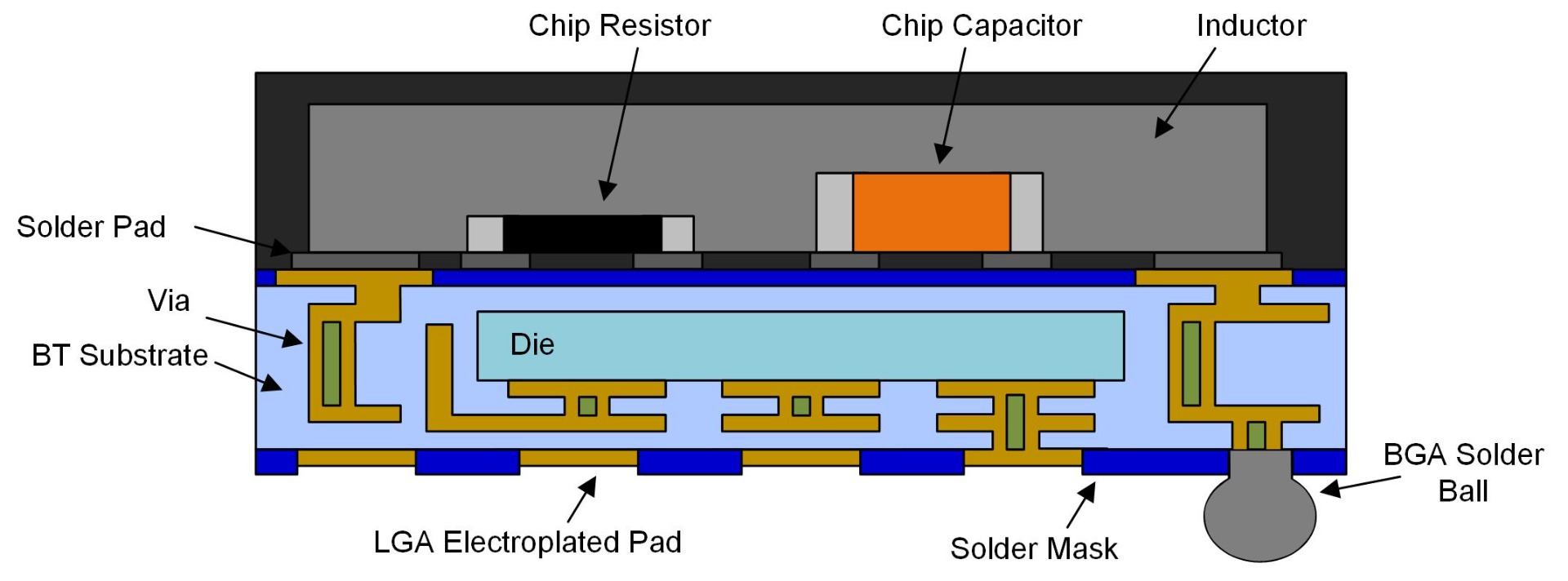
図1: LGAおよびBGAパッケージの構造
BGAパッドとボールの形状
BGAパッドのピッチは0.65mmから1.27mmまで変化し、適切な取り付けを確保するために対応するパッドとボールの寸法が定められています (表1参照) 。
表1: BGAはんだボールの寸法
| BGAパッドピッチ (P) | パッド開口部 (A) | はんだボールの直径 (B) | はんだボールの高さ (H) |
|---|---|---|---|
| 0.65 | 0.35 | 0.30 | 0.25 |
| 0.80 | 0.40 | 0.45 | 0.35 |
| 1.00 | 0.45 | 0.50 | 0.37 |
| 1.27 | 0.63 | 0.75 | 0.60 |
はんだボールは、鉛フリーのアプリケーションでは一般的にSnAgCu (SAC305) 、従来の用途ではSnPbで構成され、サイズは特定のピッチ要件に合わせて調整されます (図2参照) 。
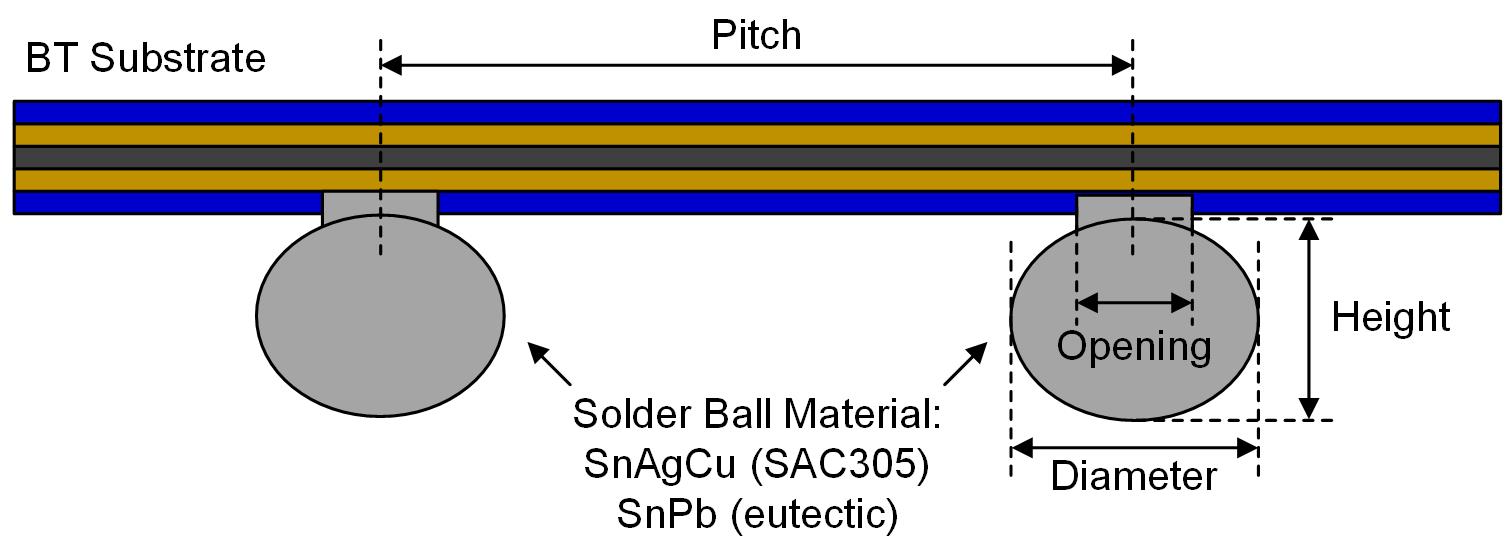
図2: BGAはんだボールの形状
LGAパッドは通常、電気めっきニッケルと金、または無電解ニッケル無電解パラジウム浸漬金 (ENEPIG) で仕上げられます。これらの表面処理により、はんだ付け性が向上し、安定した電気接続が確保されます。ニッケル層の厚さは3μmから15μmの幅であり、金層は通常0.1μmから1.0μmの幅で、ソルダーペーストとの確実な接合を保証します (表2参照) 。
表2: LGAパッド仕上げ寸法
| 仕上げタイプ | ニッケル (Ni) の厚さ | 金 (Au) の厚さ | パラジウム (Pd) の厚さ |
|---|---|---|---|
| 電気めっき | 3μm~15μm | 0.1μm~1.0μm | N/A |
| ENEPIG | 2μm~8μm | 0.05μm~0.15μm | 0.05μm~0.15μm |
PCB設計ガイドライン
適切に設計されたプリント基板は、BGAおよびLGAパッケージの信頼性の高い電気接続、製造性、および長期的な性能を確保するために不可欠です。プリント基板のレイアウト工程では、パッド設計、ソルダーマスクの定義、信号完全性など、いくつかの側面を慎重に検討する必要があります。
SMDパッドの設計
ソルダーマスク定義 (SMD) パッド設計は、PCBパッドの端に部分的にソルダーマスク層が重なることを特徴としています (図3参照) 。ソルダーマスクの開口部はパッドのサイズよりもわずかに小さいため、ソルダーマスク層とパッド層の間に重なり領域が形成されます。SMDパッド設計にはいくつかの利点があります。例えば、重なり合うソルダーマスクは、熱的または機械的なストレスによってパッドがPCB表面から剥がれるのを防ぐのに役立ちます。しかしながら、SMDパッド設計には欠点もあります。つまり、重なり合う領域によって接合部分が増えるため、システムレベルのアプリケーションにおける熱機械的応力管理には適しません。

図3: SMDパッドの図
NSMDパッドの設計
非ソルダーマスク定義 (NSMD) パッドの場合、ソルダーマスク層はソルダーマスクと銅パッドの間にギャップを持つように設計されます (図4参照) 。このタイプのパッドでは、ソルダーペースト印刷用の銅パッド領域は、はんだマスクではなく、銅パッド自体の寸法によってのみ定義されます。NSMDパッドは、パッド全体にすべてのソルダーペーストが塗布されているため、NSMDパッド設計は、より優れたはんだ接続とはんだ接合部の信頼性を実現しています。しかし、パッドは組み立て時や特殊な動作条件下では、基板から剥がれやすいという欠点もあります。

図4: NSMDパッド図
表3と表4は、SMDおよびNSMDパッドとソルダーマスク開口部の寸法を示しています。表3はBGA円形パッドの寸法を示し、表4はLGA正方形パッドの寸法を示しています。
表3: BGA基板パッドレイアウト (丸型パッド)
| ピッチ (P) (mm) | SMDパッド - 金属パッドサイズ (B) (mm) | SMDパッド - ソルダーマスク開口部 (A) (mm) | NSMDパッド - 金属パッドサイズ (B1) (mm) | NSMDパッド - ソルダーマスク開口部 (A1) (mm) |
|---|---|---|---|---|
| 0.65 | ≥0.45 | 0.35 | 0.35 | ≥0.45 |
| 0.80 | ≥0.50 | 0.40 | 0.40 | ≥0.50 |
| 1.00 | ≥0.60 | 0.50 | 0.50 | ≥0.60 |
| 1.27 | ≥0.73 | 0.63 | 0.63 | ≥0.73 |
表4: LGA基板パッドレイアウト (正方形パッド)
| ピッチ (P) (mm) | SMDパッド - 金属パッドサイズ (B) (mm) | SMDパッド - ソルダーマスク開口部 (A) (mm) | NSMDパッド - 金属パッドサイズ (B1) (mm) | NSMDパッド - ソルダーマスク開口部 (A1) (mm) |
|---|---|---|---|---|
| 1.27 | ≥0.73 | 0.630 | 0.630 | ≥0.73 |
ビア・イン・パッドの設計
熱管理と電気的機能を向上させるために、通常、PCB上の銅パッドの下にスルービアまたは埋め込みビアが配置されます。これは「ビア・イン・パッド」設計として知られています (図5参照) 。ビア・イン・パッド設計は、ソルダーペーストの印刷など、PCBAプロセスに影響を与えます。
開放型の熱伝導ビアは、パッドの真下に配置することができます。はんだ付け性能を向上させる方法は複数あります:
- 熱特性および電気特性に大きな影響がない場合は、ビアをソルダーマスクで覆われた領域の下に移動させてください。
- ビアに銅、エポキシ樹脂、または同等の材料を充填します。なお、この方法はプリント基板の製造コストを増加させる可能性があることに注意してください。
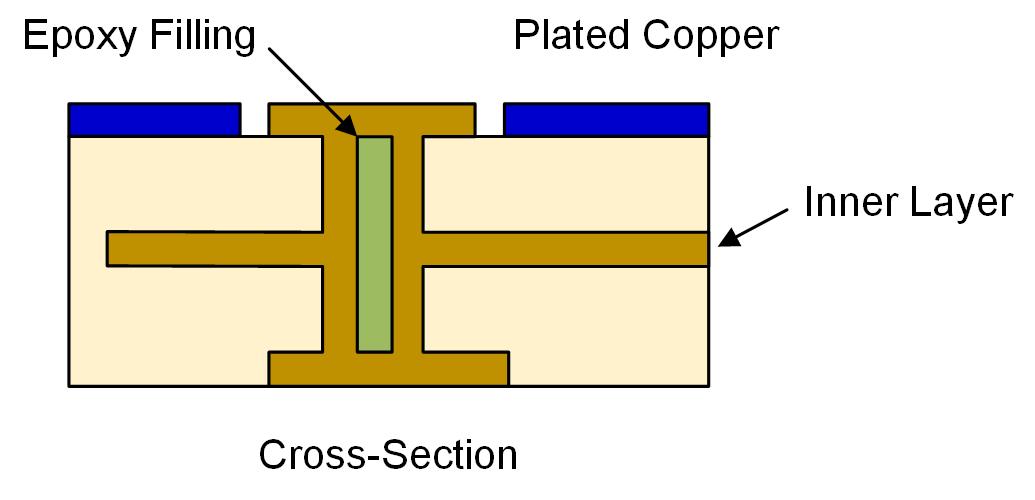
図5: ビア・イン・パッド構造図
BGA PCBパッドのレイアウト
BGAパッケージの場合、はんだ接合部の形成をより適切に制御できるため、一般的にはソルダーマスク定義 (SMD) パッドが推奨されます。はんだブリッジや接合不良を防ぐため、パッドサイズとソルダーマスクの開口部を慎重に定義する必要があります。適切なはんだ付け性を確保し、電気的短絡のリスクを低減するためには、パッド間の適切な間隔を維持することが重要です。リフロー工程における最適な濡れ性を得るためには、銅パッドの直径をボールのサイズに合わせる必要があります。
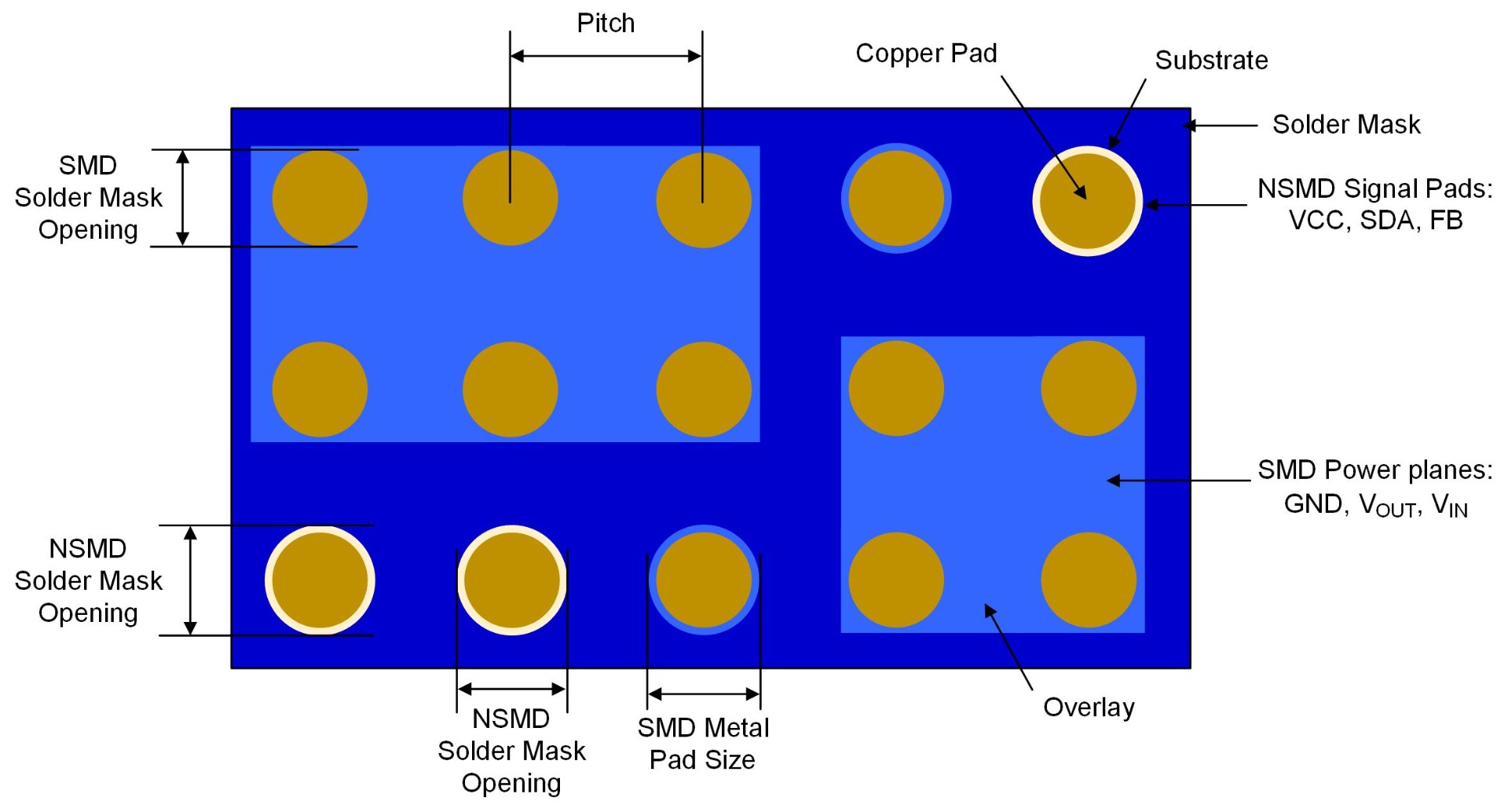
図6: BGA SMDおよびNSMDパッドの推奨事項
LGA PCBパッドのレイアウト
LGAパッケージのMPS電源モジュールを設計する場合、特に高電流アプリケーションにおいては、信頼性を向上させるために混合パッド設計が一般的に推奨されます。
信号ピンには限られた電力しか流れないため、熱的および機械的なストレスを受けにくく、より良好なはんだ付け接続とはんだ接合部の信頼性を確保するために、通常はNSMDパッド設計が選択されます。
それとは対照的に、特に高出力モジュールの場合、電源パッドには広い銅面積が必要となります。電源パッドは、厳しい熱的および機械的ストレスにさらされるため、SMDパッド設計が推奨されます。
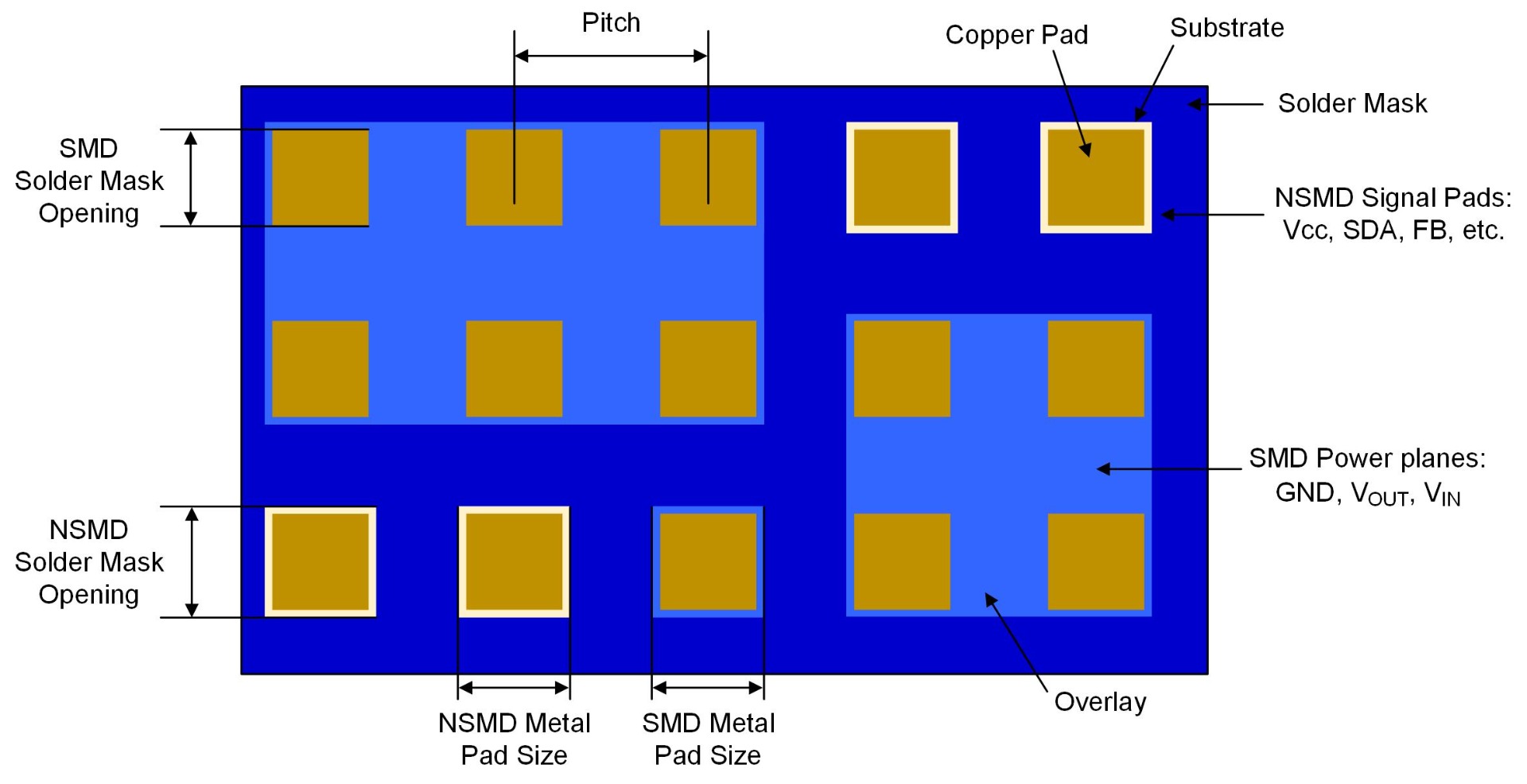
図7: LGA SMDおよびNSMDパッドの推奨事項
図8は、混合パッド設計を用いたPCB設計例を示しています。この設計は MPM54304用で、LGA-33 (7mm x 7mm x 2mm) パッケージを使用しています。中央の大きなGNDパッドを含むすべての電源パッドは、SMD設計を採用しています。一方、FB、SDA、SCLを含むすべての信号パッドは、NSMD設計を採用しています。
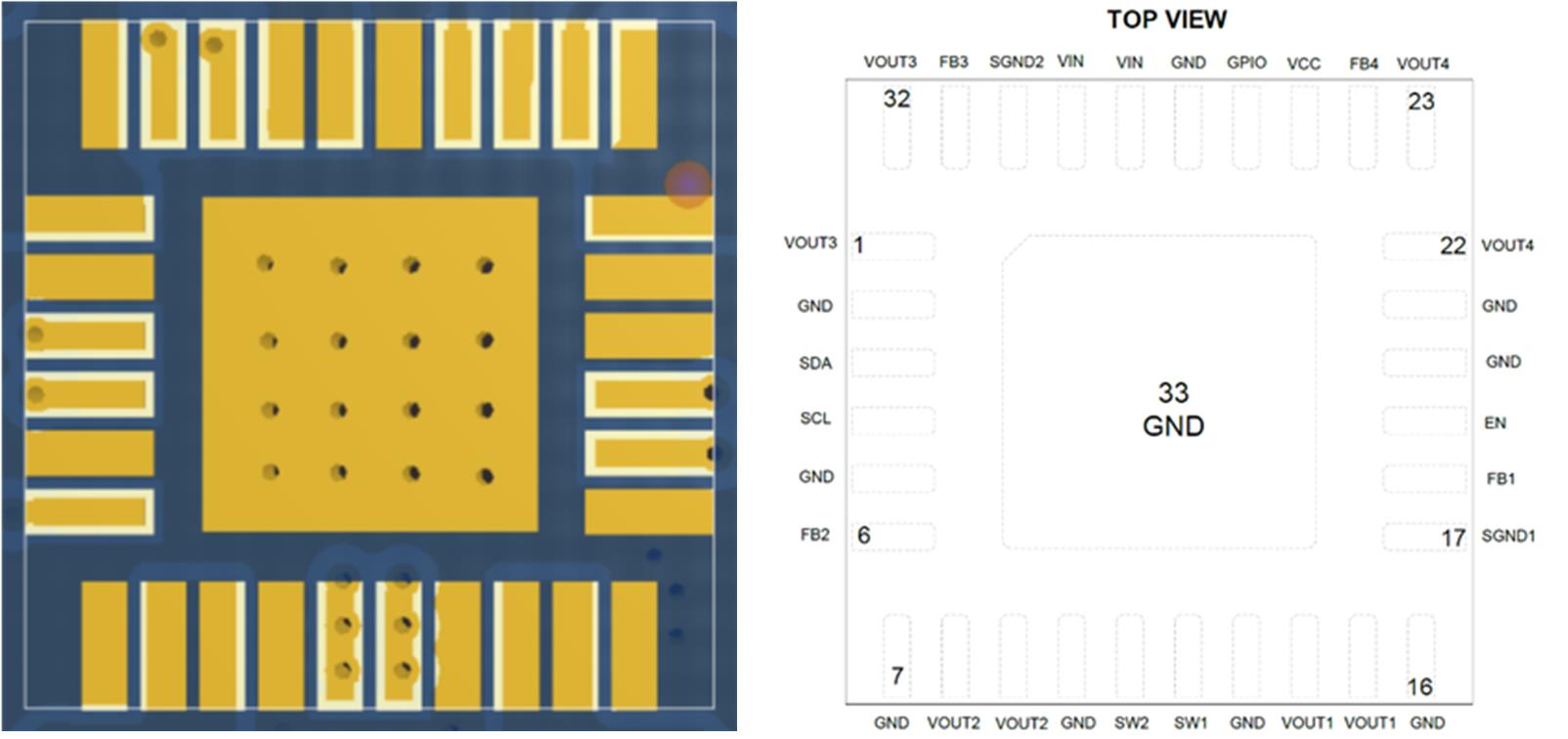
図8: MPM54304フットプリント例
PCBプレーン分離およびアイソレータパッドの設計
信号の完全性を維持し、意図しない電気的相互作用を防ぐために、PCBの平面分離を適切に設計する必要があります (図9参照) 。高周波アプリケーションでは、インピーダンス制御された配線が必要であり、ノイズや干渉を最小限に抑えるために、電源プレーンとグランドプレーンを戦略的に配置する必要があります。
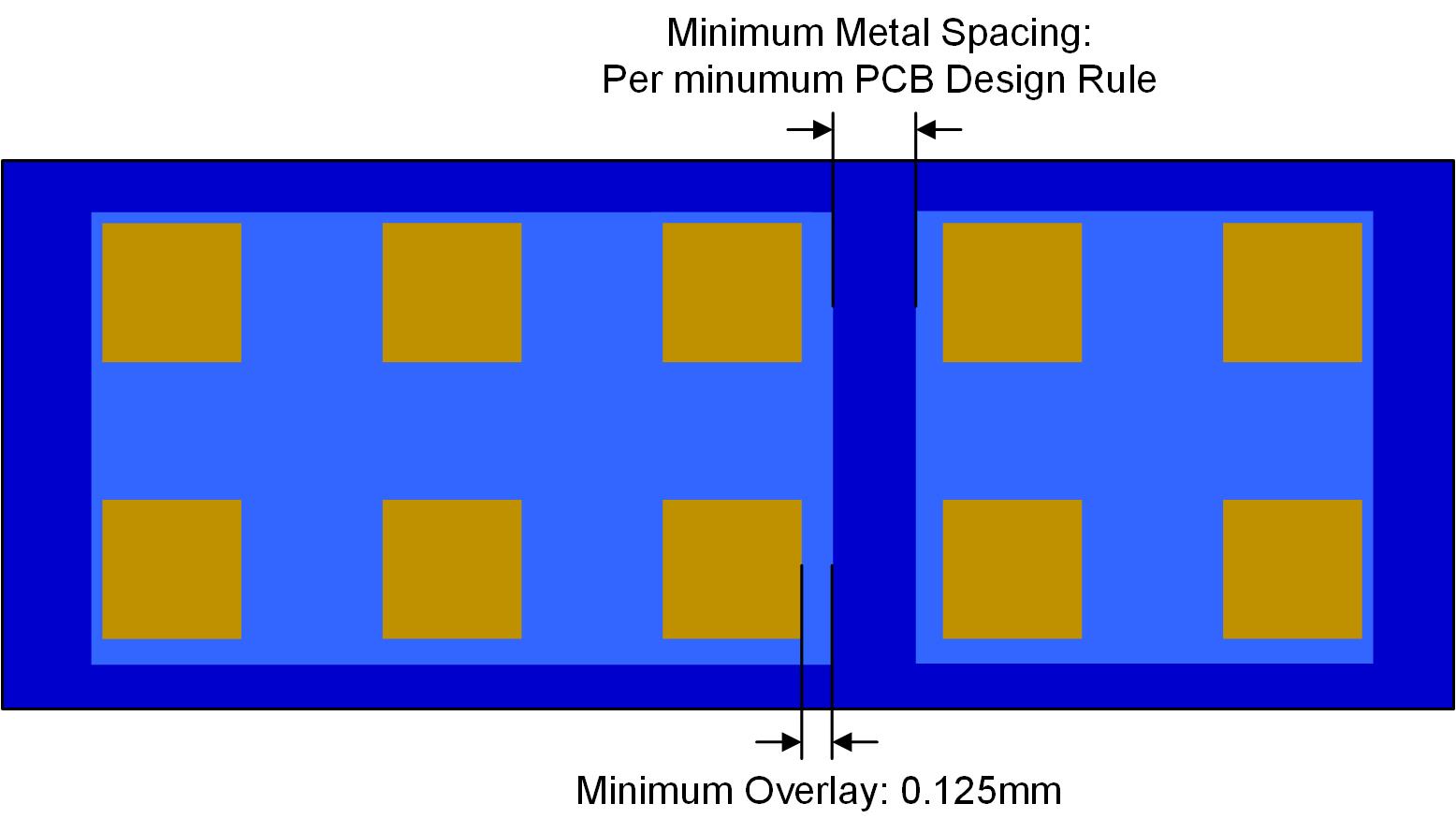
図9: プレーン分離に関する推奨事項
配置と経路に関する検討事項
BGAおよびLGAにおいては、ビアの配置は信号の完全性と製造の実現可能性を維持するために極めて重要です。ビアはパッドの端に近すぎると、はんだの吸い上げやはんだ接合部の強度の低下につながる可能性があるため、パッドの端に近づけすぎないように配置する必要があります。高密度アプリケーションでは、ビア・イン・パッド技術を使用できますが、はんだボイドを防ぐために適切なビア充填およびキャッピング技術が必要になります。配線は、トレース長とインピーダンスの不連続性を最小限に抑え、安定した電気的性能を確保するように最適化する必要があります (図10参照) 。
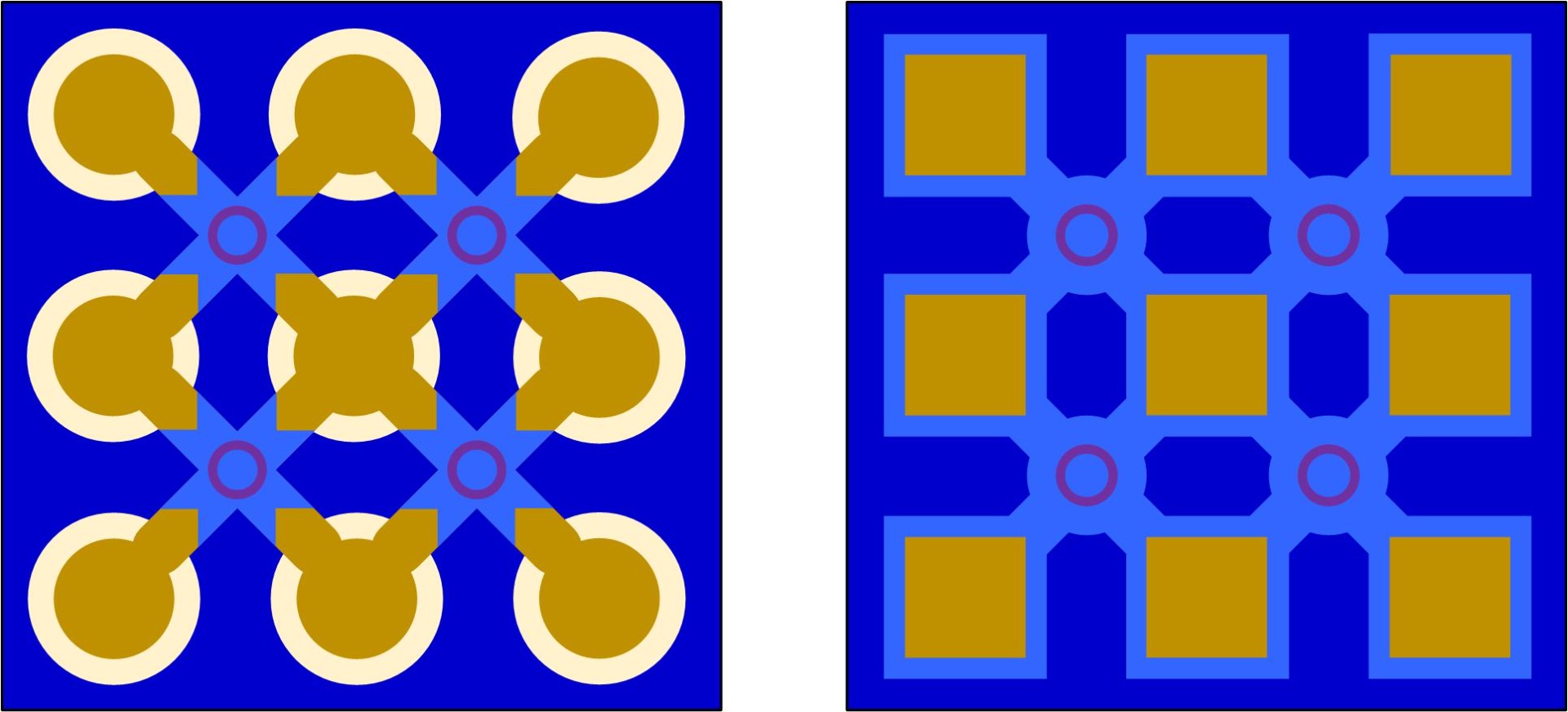
図10: LGAおよびBGAの熱緩和に関するレイアウト推奨事項
ソルダーペースト塗布に関する検討事項
BGAパッケージとLGAパッケージの両方において、正確なソルダーペースト塗布が不可欠です。ソルダーペーストの塗布が不均一だと、断線や過剰なボイド (空隙) が発生する可能性があります。均一で信頼性の高いはんだ接合を実現するためには、ステンシルの厚さ、開口部のサイズ、およびペーストの種類を慎重に選択する必要があります。超微細なピッチ部品の場合、ペースト量を正確に制御するために、段付きステンシルまたは電鋳ステンシルが必要になる場合があります。
湿気に対する感受性に関する検討事項
プラスチック製のICパッケージはすべて、湿気を吸収する傾向があります。表面実装工程において、この水分ははんだリフロー作業に伴う熱にさらされると蒸発する可能性があります。蒸発によって内部ストレスが発生し、プラスチック成形材料にひび割れが生じる可能性があります。このひび割れ現象は一般的に「ポップコーン効果」と呼ばれています。
プラスチック成形品の亀裂は、内部損傷を引き起こしたり、汚染物質がダイに浸透したりする可能性があり、半導体デバイスの信頼性を低下させる可能性があります。
プラスチック製のパッケージは吸湿性があるため、表面実装リフロー処理を行う前に、相対湿度10% (RH) を超える湿度の高い環境に長時間さらされないように注意する必要があります。過度の湿気にさらされた場合は、はんだリフロー処理を行う前に、デバイスを加熱して水分を除去する必要があります。
MPSの表面実装ICはすべて、耐湿性レベルとピークリフロー分類を備えています。この情報は、リール、防湿袋 (MBB) 、および箱の梱包に表示されています。MPS電源モジュールは、IPC / JEDEC J-STD-020規格に準拠しており、MSL定格は3または4です。図11は、MPS出荷で使用されるラベルの例を示しています。
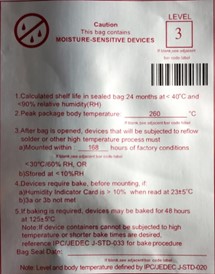
図11: MSLと水分表示ラベルの例
乾燥包装の要件
表5は、さまざまな吸湿感受性レベルにおける乾燥包装の要件を示しています。
表5: 乾燥包装の要件
| MSLレベル | ドライビフォアバッグ | HIC付きMBB | 乾燥剤 | MSIDラベル | 注意ラベル |
|---|---|---|---|---|---|
| 1 | オプション | オプション | オプション | 不要 | 220℃~225℃の温度区分では不要。220℃~225℃以外の温度区分では必要。 |
| 2 | オプション | 必要 | 必要 | 必要 | 必要 |
| 2a-5a | 必要 | 必要 | 必要 | 必要 | 必要 |
| 6 | オプション | オプション | オプション | 必要 | 必要 |
フロアライフ
SMDの耐用年数は、30℃ / 60%RH以外の環境条件によって変化します (表6参照) 。
表6: 水分分類レベルとフロアライフ
| MSLレベル | フロアライフ (袋から出した状態) 30℃以下 / 60%RH以下 |
|---|---|
| 1 | 無制限 |
| 2 | 1年 |
| 2a | 4週間 |
| 3 | 168時間 |
| 4 | 72時間 |
| 5 | 48時間 |
| 5a | 24時間 |
| 6 | 使用前に必ずベークしてください。ベーク後は、ラベルに記載されている時間制限内にリフロー処理を行う必要があります。 |
SMDデバイスの乾燥
MSLレベル2~5aに分類されるSMDデバイスは、フロアライフを超える場合、表7 (リフロー前の再ベークの場合) または表8 (ドライパッキング前の乾燥の場合) に従ってベークすることで適切に乾燥することができます。
表7: マウント済みまたは未マウントのSMDパッケージの乾燥に関する基準条件
(ユーザーベーク: フロアライフは、ベーク後、時間=0からカウントを開始します) (1)
| パッケージ本体(3) | MSLレベル | 125°C +10/-0°C <5% RHでベーク | 90°C +8/-0°C <5% RHでベーク | 40°C +5/-0°C <5% RHでベーク | |||
|---|---|---|---|---|---|---|---|
| フロアライフを72時間以上超過 | フロアライフを72時間以上超過 | フロアライフを72時間以上超過 | フロアライフを72時間以上超過 | フロアライフを72時間以上超過 | フロアライフを72時間以上超過 | ||
| 厚さ≤0.5mm(5) | 2 | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) |
| 2a | 1時間 | 1時間 | 2時間 | 1時間 | 12時間 | 8時間 | |
| 3 | 1時間 | 1時間 | 3時間 | 1時間 | 22時間 | 8時間 | |
| 4 | 1時間 | 1時間 | 3時間 | 1時間 | 22時間 | 8時間 | |
| 5 | 1時間 | 1時間 | 3時間 | 1時間 | 23時間 | 8時間 | |
| 5a | 1時間 | 1時間 | 4時間 | 1時間 | 26時間 | 8時間 | |
| 厚さ>0.5mm、≤0.8mm(5) | 2 | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) |
| 2a | 4時間 | 3時間 | 15時間 | 13時間 | 4日間 | 3日間 | |
| 3 | 4時間 | 3時間 | 15時間 | 13時間 | 4日間 | 3日間 | |
| 4 | 4時間 | 3時間 | 16時間 | 13時間 | 4日間 | 3日間 | |
| 5 | 4時間 | 3時間 | 16時間 | 13時間 | 4日間 | 3日間 | |
| 5a | 4時間 | 3時間 | 16時間 | 13時間 | 4日間 | 3日間 | |
| 厚さ>0.8mm、≤1.4mm(5) | 2 | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) | 不要(4) |
| 2a | 8時間 | 6時間 | 25時間 | 20時間 | 8日間 | 7日間 | |
| 3 | 8時間 | 6時間 | 25時間 | 20時間 | 8日間 | 7日間 | |
| 4 | 9時間 | 6時間 | 27時間 | 20時間 | 10日間 | 7日間 | |
| 5 | 10日間 | 6時間 | 28時間 | 20時間 | 11日間 | 7日間 | |
| 5a | 11日間 | 6時間 | 30時間 | 20時間 | 12日間 | 7日間 | |
| 厚さ>1.4mm、≤2.0mm | 2 | 18時間 | 15時間 | 63時間 | 2日間 | 25日間 | 20日間 |
| 2a | 21時間 | 16 時間 | 3日間 | 2日間 | 29日間 | 22日間 | |
| 3 | 2 時間 | 17 時間 | 4日間 | 2日間 | 37日間 | 23日間 | |
| 4 | 34時間 | 20 時間 | 5日間 | 3日間 | 47日間 | 28日間 | |
| 5 | 40時間 | 25 時間 | 6日間 | 4日間 | 57日間 | 35日間 | |
| 5a | 48 時間 | 40 時間 | 8日間 | 6日間 | 79日間 | 56日間 | |
| 厚さ>2.0mm、≤4.5mm | 2 | 48 時間 | 48 時間 | 10日間 | 7日間 | 79日間 | 67日間 |
| 2a | 48 時間 | 48 時間 | 10日間 | 7日間 | 79日間 | 67日間 | |
| 3 | 48 時間 | 48 時間 | 10日間 | 8日間 | 79日間 | 67日間 | |
| 4 | 48 時間 | 48 時間 | 10日間 | 10 日間 | 79 日間 | 67 日間 | |
| 5 | 48 時間 | 48 時間 | 10 日間 | 10 日間 | 79 日間 | 67 日間 | |
| 5a | 48 時間 | 48 時間 | 10 日間 | 10 日間 | 79 日間 | 67 日間 | |
| BGAパッケージ (17mm x 17mm超) または積層ダイパッケージは例外 | 2-5a | 96 時間 (2) (5) | 上記のとおり、パッケージの厚さと水分レベルに応じて | 適用できない | 上記のとおり、パッケージの厚さと水分レベルに応じて | 適用できない | 上記のとおり、パッケージの厚さと水分レベルに応じて |
注意:
1) 表7と表8は、最悪のケースの成形リードフレームSMDパッケージに基づいています。ほとんどの場合、このデータは他の非密閉型表面実装SMDパッケージにも適用可能です。技術的に正当な理由がある場合 (吸着/脱着データなど) 、ユーザーは実際のベーク時間を短縮することができます。部品が相対湿度60%を超える環境にさらされた場合は、脱着データを追跡して部品が完全に乾燥していることを確認するために、ベーキング時間を延長する必要がある場合があります。
2) 基板内の水分拡散経路を遮断する内部平面を持たないBGAパッケージ >(17mm x 17mm) の場合、表の厚さ / 水分レベル部分に基づいてベーク時間を使用できます。
3) 厚さ4.5mmを超えるベーキングパッケージが必要な場合は、IPC / JEDEC J-SDT-033付録Bを参照してください。
4) 薄型 (1.4mm未満) のMSL2デバイスについては、フロアライフにある状態が30℃未満、相対湿度が60%未満に制限されている場合、ベーキングは不要です。これは、薄型デバイスの水分拡散の挙動によるもので、MSL2 (85℃ / 60%RHで168時間) での吸収後、完全に飽和状態になるためです。
5) 指定されたベーキング時間は、ブロッキングプレーンや積層ダイのないパッケージに対しては保守的な値です。内部に水分拡散を妨げる平面を持つ積層ダイまたはBGAパッケージの場合、実際のベーキング時間は表7で要求される時間よりも長くなる可能性があります。
表8は、標準的な焼き時間を示しています。
表8: ドライパック前に使用されたデフォルトのベーキング時間 (相対湿度60%以下の条件下) (MET = 24h) (1) (6)
| パッケージ本体の厚さ | レベル | 125°C +10/-0°Cでベーク | 150°C +10/-0°Cでベーク |
|---|---|---|---|
| ≤1.4mm | 2 | 7時間 | 3時間 |
| 2a | 8時間 | 4時間 | |
| 3 | 16時間 | 8時間 | |
| 4 | 21時間 | 10時間 | |
| 5 | 24時間 | 12時間 | |
| 5a | 28時間 | 14時間 | |
| >1.4mm, ≤2.0mm | 2 | 18時間 | 9時間 |
| 2a | 23時間 | 11時間 | |
| 3 | 43時間 | 21時間 | |
| 4 | 48時間 | 24時間 | |
| 5 | 48時間 | 24時間 | |
| 5a | 48時間 | 24時間 | |
| >2.0mm, ≤4.5mm | 2 | 48時間 | 24時間 |
| 2a | 48時間 | 24時間 | |
| 3 | 48時間 | 24時間 | |
| 4 | 48時間 | 24時間 | |
| 5 | 48時間 | 24時間 | |
| 5a | 48時間 | 24時間 |
注意:
6) 厚さ4.5mmを超えるベーキングパッケージが必要な場合は、IPC / JEDEC J-SDT-033の付録Bを参照してください。
表9は、フロアライフクロックをリセットまたは一時停止する方法を示しています。
表9: ユーザーサイトでのフロアライフクロックのリセットまたは一時停止
| MSLレベル | 温度 / 湿度における曝露時間 | フロアライフ | 相対湿度における乾燥時間 | ベーク | 保存期間をリセット |
|---|---|---|---|---|---|
| 2、2a、3、4、5、5a | いつでも、≤40°C/85% RH | リセット | 該当なし | 表7参照 | ベーク後、ドライパック |
| 2、2a、3、4、5、5a | >フロアライフ、 ≤30°C / 60% RH | リセット | 該当なし | 表7参照 | ベーク後、ドライパック |
| 2、2a、3 | >12時間, ≤30°C / 60% RH | リセット | 該当なし | 表7参照 | ベーク後、ドライパック |
| 2、2a、3 | ≤12時間, ≤30°C / 60% RH | リセット | 5倍の曝露時間、 ≤10% RH | 該当なし | 該当なし |
| 2、2a、3 | 累積時間<床材寿命、 ≤30°C / 60% RH | 一時停止 | いつでも≤10% RH | 該当なし | 該当なし |
| 4、5、5a | >8時間, ≤30°C / 60% RH | リセット | 該当なし | 表7参照 | ベーク後、ドライパック |
| 4、5、5a | >8時間、≤30°C/60% RH | リセット | 10倍の曝露時間、 ≤5% RH | 該当なし | 該当なし |
保存期間
MPSは、製造日コードに基づき、アナログICデバイスの保存期間を5年間保証します。ただし、その期間中にシールの完全性が損なわれておらず、40℃未満 / 90%RH以下の環境で保管されていることが前提となります。
MPS International Ltd.の製品に適用されるその他の保証については、同社の標準利用規約を参照してください。
基板組立工程
ステンシル設計
ステンシル設計は、LGAベースのMPS電源モジュールの組み立て工程において重要です。なぜなら、各LGAパッドに適用されるソルダーペーストの厚さと量を制御するからです。ステンシル設計においては、様々な工程と重要なパラメータを考慮する必要があります。ソルダーペーストを転写する際には、高品質な開口部を備えた最新のステンシルを常に生産工程で使用する必要があります。
ステンシルの厚さとして最も一般的に推奨されるのは4ミルから5.6ミルで、ステンシルの開口部は各パッケージの仕様に従う必要があります。大きめのパッドの場合 (>1mm2)、ソルダーペーストの分布を改善するために、開口部は複数の開口部を持つように設計する必要があります。表10は、BGAパッケージに推奨されるステンシル寸法を示しています。表11は、正方形パッドを備えたLGAパッケージに推奨されるステンシル寸法を示しています。表12は、正方形パッドを備えたLGAパッケージに推奨されるステンシル寸法を示しています。
表10: 推奨ステンシル寸法 (BGA)
| BGAパッドピッチ (mm) | パッド開口部 (mm) | ステンシル開口部 (mm) | ステンシルの厚さ (ミル) |
|---|---|---|---|
| 0.65 | 0.35 | 0.33 | 4 |
| 0.80 | 0.40 | 0.38 | 4 |
| 1.00 | 0.50 | 0.48 | 4 |
| 1.27 | 0.63 | 0.60 | 4 |
表11: 推奨ステンシル寸法 (LGA - 正方形パッド)
| LGAパッドピッチ (mm) | パッド開口部 (mm) | ステンシル開口部 (mm) | ステンシルの厚さ (ミル) |
|---|---|---|---|
| 1.27 | 0.63 | 0.60 | 5 |
| 1.27 | 0.89 | 0.84 | 5 |
| 1.27 | 0.76 | 0.72 | 5 |
表12: 推奨ステンシル寸法 (LGA - 正方形パッド)
| LGAパッドピッチ (mm) | パッド開口部 (mm) | ステンシル開口部 (mm) | ステンシルの厚さ (ミル) |
|---|---|---|---|
| 0.65 | 0.35 | 0.33 | 4 |
| 0.80 | 0.40 | 0.38 | 4 |
| 1.00 | 0.50 | 0.48 | 5 |
| 1.27 | 0.63 | 0.60 | 5 |
基板の表面仕上げ
プリント基板の製造においては、通常、使用要件に基づいて様々な表面仕上げを施すことが可能です。選択肢は以下のとおりです:
- 有機はんだ付け性保護剤 (OSP)
- 無電解ニッケルめっき、浸漬金めっき (ENIG)
- ニッケルと金の電気メッキ
- 銀メッキ
- 無電解スズメッキ
設計エンジニア、顧客、またはエンドユーザーは、システム要件に基づいて好みの表面仕上げを選択できます。MPSは、最良の結果を得るために、OSP、ENIG、および無電解スズメッキの使用を推奨します。各プリント基板の仕上げは、はんだ接合部の信頼性と製造工程に基づいて評価されなければなりません。
ソルダーペースト
電子製品における鉛フリー規制を遵守し、RoHS / REACH環境指令に従うためには、SAC305ソルダーペーストの使用が推奨されます。LGAベースのMPS電源モジュールには、タイプIVの無洗浄ソルダーペーストの使用を推奨します。
スクリーン印刷
印刷工程におけるステンシルから基板へのソルダーペーストの転写効率は、スキージの速度、圧力、角度など (ただしこれらに限定されない) 多数の変数によって決まります (図12参照) 。MPSは、これらのパラメータについては、常にソルダーペースト供給元の推奨事項に従うことを推奨します。
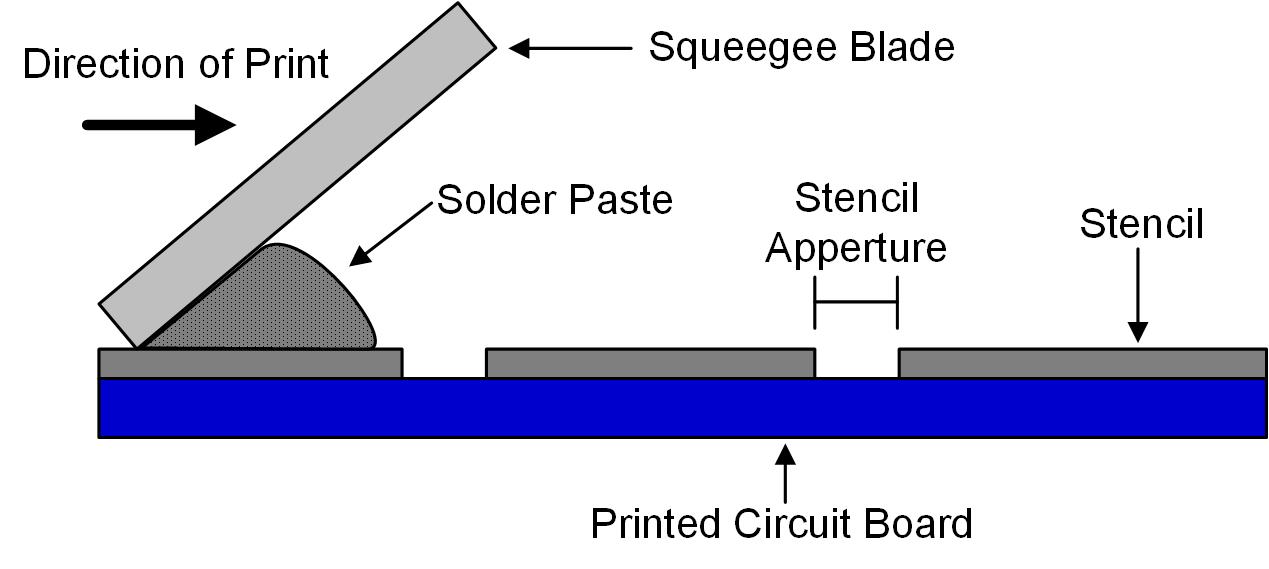
図12: スクリーン印刷機の図
部品の配置
LGA部品の配置は、良好な組み立て品質にとって重要です。ビジョンシステムを備えた自動ピックアンドプレース機を使用することをお勧めします。部品配置の精度は、最大±30μmに調整する必要があります。
リフロープロファイル
リフロープロファイルは、強固なはんだ接合部を確保し、空隙、墓石状構造、コールドジョイントなどの欠陥を防ぐ上で重要な要素です。安定した結果を得るためには、推奨されるリフロープロファイルを注意深く遵守する必要があります。
LGA部品のリフローはんだ付けに関して特別な要件はありませんが、他に指示がない限り、リフロープロファイルはJEDEC規格に従う必要があります。JEDECのリフロープロファイルは、部品基板実装時のSMT加熱の異なる段階を設定するものです。各段階には、最小温度幅と最大温度幅、および時間値幅が設定されており、これらは特定のプリント回路アセンブリに関連する温度プロファイルを最適化するためのガイドラインとして使用されます。各アセンブリはカスタマイズされており、基板全体で標準的な結果を得るためには、それぞれ固有のリフロープロファイルが必要となることに留意してください。詳細については、IPC / JEDEC J-STD-020D規格を参照してください。
実際のプロファイルパラメータは、使用するソルダーペーストによっても異なります。ペーストメーカーの推奨事項に従ってください。
リフローの雰囲気としては乾燥空気の使用が推奨されますが、窒素も使用可能です。また、パッケージ上面の温度プロファイルをモニタし、パッケージの最高温度が個々の機器のMSL分類を超えないようにすることも推奨されます。
酸素濃度制御機能を備えた8ゾーン (またはそれ以上) のリフロー炉を推奨します。MPSの電源モジュールは、3回以上リフロー処理を行うことはできません。MPSのすべての電源モジュールは、鉛フリーのリフローにおける最高温度に耐えられるように設計されています。
図13は、推奨される代表的なリフロープロファイルを示しています。このプロファイルには複数の温度ゾーンが含まれており、それぞれが適切なはんだ付け品質を確保する上で重要な役割を果たします。
温度ゾーン
一般的なリフロープロセスは、以下に説明する4つの主要なゾーンで構成されています。
- 予熱ゾーン: 熱衝撃を避けるため、徐々に温度を上昇します。
- 浸水ゾーン: 一定の温度を維持することで熱流を活性化させ、熱を均一に分配します。
- リフローゾーン: 最高温度によってはんだが溶け、信頼性の高い接合部が形成されます。
- 冷却ゾーン: はんだ接合部を固めるために、徐々に温度を下げます。
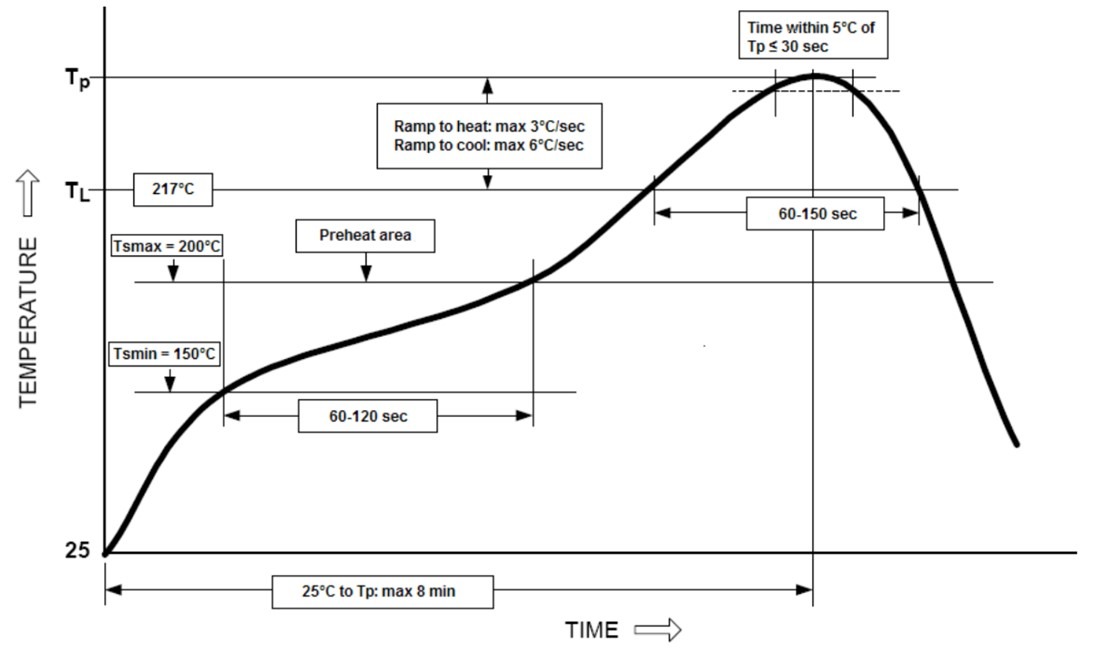
図13: 温度プロファイルの例
表13は、代表的なリフロープロファイルパラメータを示しています。推奨されるプロファイルとパラメータは、IPC / JEDEC J-STD-020規格に適合しています。
表13: 鉛フリープロセス - パッケージのピークリフロー温度
| パッケージの厚さ | 容積、<350mm3 | 容積、350mm3~2000mm3 | 容積、<2000mm3 |
|---|---|---|---|
| <1.6mm | 260 +0 / -5°C | 260 +0 / -5°C | 260 +0 / -5°C |
| 1.6mm~2.5mm | 260 +0 / -5°C | 250 +0 / -5°C | 245 +0 / -5°C |
| <2.5mm | 250 +0 / -5°C | 245 +0 / -5°C | 245 +0 / -5°C |
表14: リフロープロファイル
| プロフィール機能 | 鉛フリーはんだ | 鉛入りはんだ | |
|---|---|---|---|
| 予熱 | 最小浸漬温度 (TSMIN) | 150°C | 100°C |
| 最大浸漬温度 (TSMAX) | 200°C | 150°C | |
| 浸漬時間 (tS) | 60秒~120秒 | 60秒~120秒 | |
| リフロー | 液体温度 (TL) | 217°C | 183°C |
| 液面上にある時間 (t) | 30秒~90秒 | 30秒~90秒 | |
| パッケージ本体の最高温度 (TP) | 表13参照 | 表13参照 | |
| 最高温度から5℃以内の時間 (tP) | 最大30秒 | 最大30秒 | |
| 平均ランプアップ率 (TSMAXからTPへ) | 最大2.5℃/秒 | 最大2.5℃/秒 | |
| 下降率 | 最大2.5℃/秒 (より低い温度での冷却を推奨) | 最大2.5℃/秒 (より低い温度での冷却を推奨) | |
| 25℃から最高温度に達するまでの時間 | 最大8分 | 最大8分 | |
クリーニング
LGAパッケージのMPS電源モジュールには、通常、無洗浄ソルダーペーストが使用されているため、MPS電源モジュール製品には洗浄手順は不要です。
MPSの電源モジュールに水溶性ペーストが使用されている場合は、洗浄工程において鹸化剤および / または脱イオン水 (DI水) 噴霧システムを使用することをお勧めします。洗浄後は、必ずまな板を乾かしてください。
洗浄方法については、ソルダーペースト供給元のガイドラインを参照し、それに従ってください。
はんだ接合部の空隙
はんだ接合部の空隙を最小限に抑えることは、電気的および熱的性能にとって極めて重要です。現在、底面端子部品のはんだ接合部の空隙に関する規格は存在しません。MPSは、信号パッドには最大25%、大型/熱パッドには最大50%のはんだボイドを推奨しています。
ソルダーペーストメーカーが推奨する温度プロファイルは、通常、フラックスの活性を最適化し、ボイドの発生を最小限に抑えるように設計されています。しかし、過剰な空隙が観察される場合は、利用できる空隙低減策がいくつかあります。
空隙の削減戦略
はんだ接合部の空隙を最小限に抑えることは、電気的および熱的性能にとって極めて重要です。ベストプラクティスには以下のものが含まれます:
- 低ボイド性ソルダーペースト配合を使用する。
- リフロープロファイルの保持時間を調整して、より良好なガス放出を可能にする。
- 必要に応じて真空補助リフローを実施する。
- ペースト量を制御するために、ステンシル設計を最適化する。.
- ガス抜きを容易にするため、大きなパッドを0.5mm x 0.5mmのパッドに分割する。
ステンシル設計が空隙低減に及ぼす影響
はんだ接合部の空隙は、溶融ソルダーペースト内部でのガス放出によって発生します。フラックスが気化すると、はんだ接合部から逃げ出せない気泡が発生し、空隙が生じる可能性があります。この現象は、はんだ接合部を形成するために使用されるソルダーペーストの量に正比例するため、大きなパッドは特にはんだ空隙が発生しやすくなります。図14は、MPM3695-25のステンシル設計を示しており、電源パッドには1つの大きな開口部があります。図14は、形成されたはんだ接合部のX線画像も示しており、大きな空隙がはっきりと確認できます。

図14: 単一開口部ステンシルおよびX線
あるいは、同じ工程をステンシル設計を用いて行い、大きなパッドをより小さな開口部に分割することで、はるかに小さな空隙になりました (図15参照) 。
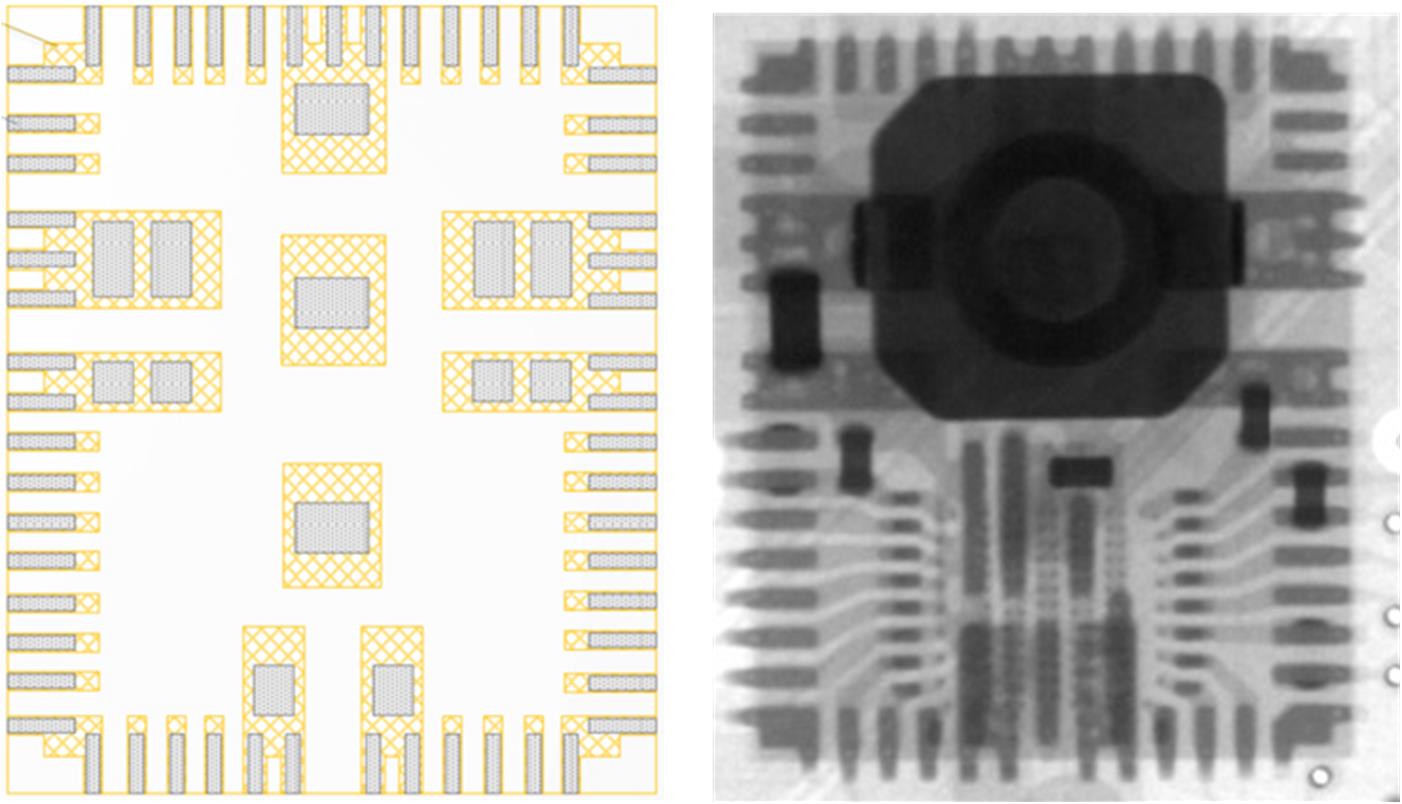
図15: 多孔ステンシルおよびX線
セカンドサイドアセンブリ
両面基板の実装においては、部品の重量とパッド面積との比率を評価することが非常に重要です。部品重量 / パッド総面積比が≤0.0465gr/mm2の場合、セカンドサイドのリフローに適した部品かどうかを判断するためのガイダンスとして使用できます。
絶縁型電源モジュール、ヒートシンクが露出している部品、厚さが4mmを超える部品など、一部のMPSデバイスでは、セカンドサイドのリフローは推奨されません。
再加工ガイドライン
LGAパッケージを採用した部品は取り扱いが容易ではないため、はんだ付け不良箇所を直接修理することは推奨されません。その代わりに、システムレベルで再作業の結果を向上させるための再加工手順を採用することが推奨されます。
再加工前
再加工を行う前に、部品の故障箇所や欠陥箇所を特定してください。
故障したLGA部品が取り付けられた基板を、MPS電源モジュールを取り外す前に125℃で48時間ベークしてください。これは、成形材料が部品の基材から剥離するのを防ぐのに役立ちます。また、基板上の隣接部品の損傷を防ぐのにも役立ちます。
部品の取り外し
電源モジュールの上面と下面をプロファイリングできるリワークステーションを使用することをお勧めします。LGAパッケージ部品のはんだ接合部を溶かすには、底面の温度をできるだけ低く保ちつつ、はんだが溶融温度に達していることを確認してください。
取り外した部品は使用しないでください。
現場の修復
部品を取り外した後は、適切な真空ノズルまたははんだ吸取線を使用して残留はんだを除去し、適切な液体イソプロピルアルコール (IPA) でその部分を清掃することをお勧めします。
ソルダーペースト印刷
取り外した部品については、基板のパッド上にソルダーペーストを印刷する必要があります。可能であれば、該当部品専用に設計されたミニステンシルを使用して、同様のパラメータでソルダーペーストを印刷してください。詳細については、「ソルダーペースト」の項を参照してください。ミニステンシルが利用できない場合は、標準的なはんだ塗布システムを使用することもできますが、作業者は塗布時にソルダーペーストの量に注意する必要があります。
新規部品の配置とリフロー
新しい部品は、J-STD-033規格に準拠したMSLガイドラインに従って取り扱う必要があります。
再加工された部品のリフロープロファイルは、十分な浸漬時間と、ソルダーペーストの融点以上の時間を確保する必要があります。熱電対を用いて温度を測定します。
部品のはんだ付けが完了したら、X線またはその他の画像診断システムを使用して、はんだ接合部を検査してください。
部品に適用される温度プロファイルは、J-STD-020規格に基づく最高温度を超えてはいけません。
特別な検討事項
パッケージ処理におけるデュアルコ部品
デュアル部品 BGAパッケージを扱う場合、ピックアンドプレース作業にはカスタムSMTノズルが必要になる場合があります。適切な位置合わせと位置決め力の設定は、組み立て中の部品のずれを防ぐのに役立ちます。
ヒートシンク取り付け時の機械的負荷
機械的ストレスは、パッケージ表面に垂直な方向に均一な圧力を加えることによって最小限に抑える必要があります。最大許容荷重は350psiです。
よくある質問 (FAQ)
推奨されるステンシルの開口部と厚さはどれくらいですか?
一般的には、パッドのサイズとパッケージの種類に応じて、4ミルから5.6ミルの厚さが推奨されます。詳細は「ステンシル設計」のセクションをご覧ください。
どのような種類のソルダーペーストを使用すべきですか?
洗浄不要タイプおよび水溶性のソルダーペーストが使用可能です。一般的にはIV型ペーストが推奨されます。
プリント基板は効果的に洗浄できますか?
はい、インライン式と回転式の両方の水系洗浄システムが成功裏に使用されています。洗浄方法は、使用するソルダーペーストと互換性のあるものでなければなりません。
はんだ接合部を検査する方法は?
X線検査が最も効果的な方法です。5DX、YXLON、Dage X線などのシステムを用いることで、はんだ接合部の健全性を詳細に分析することが可能です。
このモジュールはプリント基板の両面に実装できますか?
モジュールによって異なります。一部のMPSモジュールは、重量、サイズ、または熱的な制約のため、セカンドサイドのリフローには適していません。詳細については、「セカンドサイドアセンブリ」のセクションを参照してください。
短絡 (例: VINとGND間、またはVOUTとGND間) の原因は何ですか?
短絡は、はんだブリッジ、部品の配置ミス、または内部欠陥によって発生する可能性があります。X線検査は問題箇所の特定に役立ちます。
モジュール内部での短絡を防ぐにはどうすればよいですか?
部品の耐用年数をモニタします。部品がMSLフロア寿命 (MSL 3の場合は168時間、MSL 4の場合は72時間) を超えた場合は、125℃で48時間ベークしてください。リフロー温度がパッケージの仕様を超えないようにしてください。
取り外した機器は再利用できますか?
いいえ、一度基板から取り外した電源モジュールは再利用してはいけません。交換時には必ず新品のモジュールを使用してください。
モジュールに加えることができる最大の機械的力はどれくらいですか?
推奨される最大力は、パッケージのサイズによって異なります。例えば、144本のピン (ピッチ1.27mm) がフル配列された15mm×15mmのパッケージの場合、印加される力は120ポンドを超えてはいけません。
両面構成のアセンブリにおいて、MPSモジュールを別のモジュールの真下に配置することは可能ですか?
MPSモジュールは両面実装の場合、底面に配置することは可能ですが、他のモジュールの真下に配置することは、放熱や機械的安定性に影響を与える可能性があるため推奨されません。プリント基板上でモジュールを上下に直接配置することは避けるのが最善です。
結論
このアプリケーションノートでは、BGAおよびLGAパッケージを使用したMPSの電源モジュールの組み立てに関するベストプラクティスについて概説しました。適切な保管、PCB設計、リフロープロファイル、および再加工手順は、信頼性の高い組み立てと長期的な性能を確保するために不可欠です。これらのガイドラインに従うことで、製造業者は高密度エレクトロニクスにおける製品品質を向上させ、欠陥を最小限に抑えることができます。
_______________________
興味のある内容でしたか? お役に立つ情報をメールでお届けします。今すぐ登録を!
アカウントにログイン
新しいアカウントを作成