マイクロステッピングが思ったほど良くない理由

はじめに
ステッピングモータは、費用対効果が高く、駆動が簡単で、開ループシステムで使用できるため、ポジショニングによく使用されます。つまり、サーボモータのように位置フィードバックを必要としません。ステッピングモータは、レーザー彫刻機、3Dプリンタなどの小型産業機械、およびレーザープリンタなどのオフィス機器で使用されます。
ステッピングモータに関しては、さまざまなオプションがあります。産業用アプリケーションでは、1回転あたり200ステップの2相ハイブリッドステッピングモータが非常に一般的です。これらのモータで、「ハイブリッド」とは、永久磁石と歯付き鉄ロータ (可変リラクタンスモータなど) の使用方法を指し、「200ステップ」とは、モータが各ステップ間で1.8°移動するということです。これらのステップは、ロータとステータの歯数の機能です。
本稿では、最も一般的である2相ハイブリッドステッピングモータに焦点を当てます。図1は、典型的な2相ハイブリッドモータです。
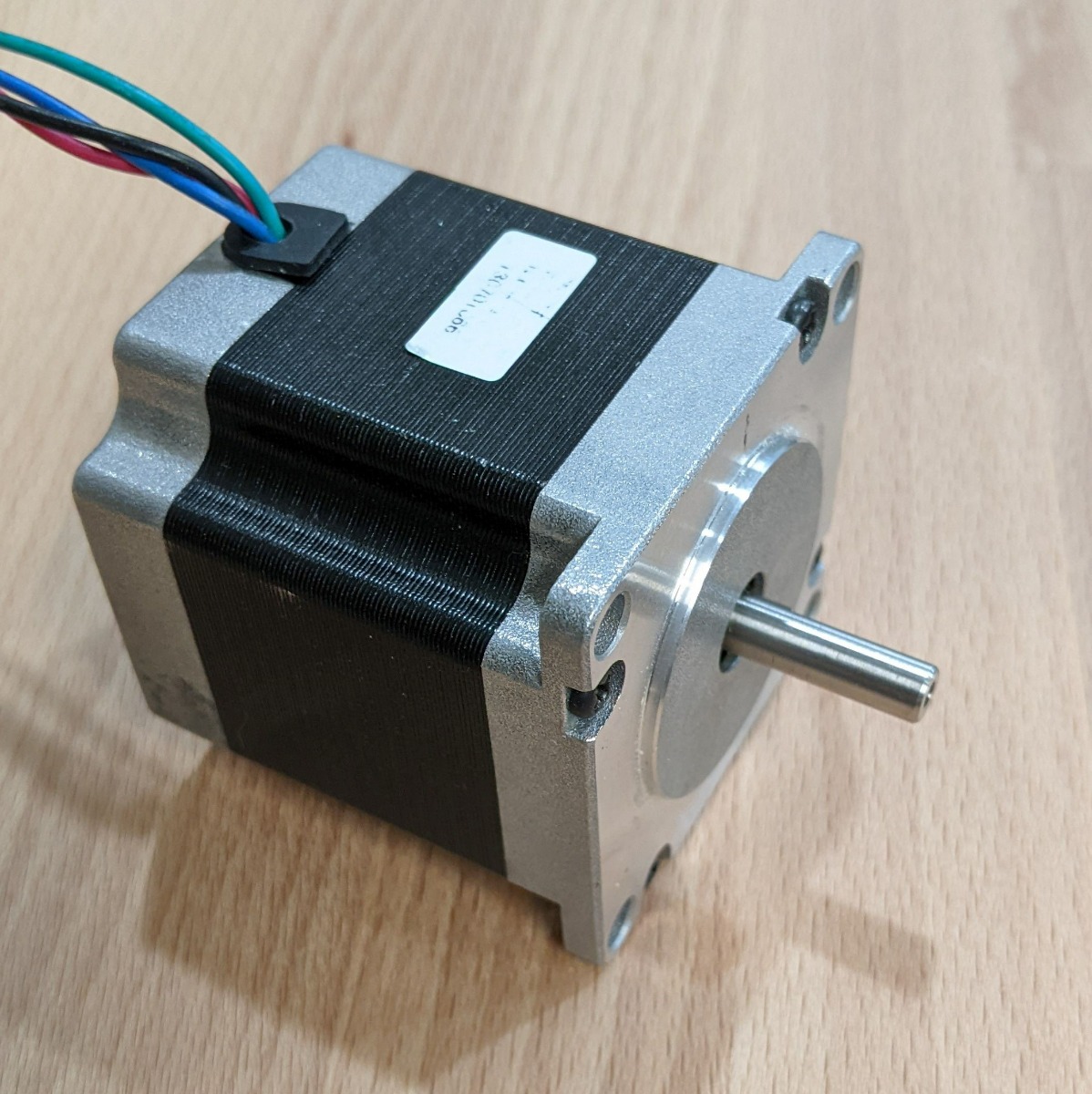
図1: 代表的な2相ハイブリッドステッピングモータ
マイクロステッピング
ステッピングモータをフルステップより少なく動かすことが可能です。マイクロステッピングと呼ばれるこのプロセスは、ロータがフルステップ間に位置するよう、巻線を流れる電流を変調して実現されます。ステップは、巻線電流を駆動するデジタル・アナログコンバータ (DAC) とアンプの分解能だけで制限されるため、設計者はマイクロステップのほぼすべてのサイズを指定できます。1/256、さらには1/1024の分解能も珍しくありません。
実際には、ほとんどの機械システムで、このような細かいマイクロステッピングが測位精度を必ずしも向上するとは限りません。パフォーマンスに悪影響を与えるその他の要因がいくつかあります。
固有の誤差
マイクロステッピングでの角度誤差の原因はいくつかあります。1つは、モータ自身の不完全性です。機械的および磁気的に、モータには完全な正弦波の電流から位置への伝達関数はありません。モータに完全な正弦電流と余弦電流を流しても、動作は完全に線形ではありません。
もう1つの誤差の原因は、ステッピングモータコントローラの電流調整精度です。一般的なステッピングモータICは、フルスケール電流の約5%の精度です。さらに、2つのチャネル間の電流調整が完全に一致しない可能性があります。これらの不正確さの結果、測位精度が低下します。
こういった種類の誤差の詳細については、アプリケーションノート「MP6500電流制御を理解する」をご参照ください。
ステッピングモータトルク
ステッピングモータは、保持トルクで評価されます。保持トルクは、モータをフルステップ位置から離すのに必要なトルクであり、モータが1ステップ移動するときに生成できるトルクでもあります。各フルステップの後、歯が最小の磁気経路に位置合わせされ、強いトルクが発生します。
$$Incremental Holding Torque = (Full-Step Holding Torque) \times sin(90° / X)$$ここで、Xはマイクロステップの数です。
たとえば、1/8ステップの場合、増分トルクはフルステップトルクの約20%になります。1/32ステップの場合、増分トルクはフルステップトルクの約5%になります。
これはモーションコントロールシステムにとって何を意味するのでしょうか? これは、マイクロステップを実行するときに実際に期待される位置を得るには、モータのトルク負荷がモータの定格保持トルクの数分の一でなければならないことを意味します。
-
ビデオ
MP6500とMP6600: 集積されたバイポーラステッピングモータ・ドライバ
内部電流センスを備えたバイポーラステッピング モータ・ドライバが従来のソリューションを変える
-
寄稿文
ステッピング・モータの基本: タイプ、用途、動作原理
ステッピング・モータの基本について説明します
-
アプリケーションノート
MP6500の電流制御を理解する
バイポーラ・ステッパ・モータを使用した多くの用途例を紹介 (英語)
-
ウェビナー

ウェビナー: モータ・ドライバの障害と保護
モータ・ドライバICの障害と保護
-
寄稿文
DCモータ・ドライバでの電流調整の使用
電流調整を利用することで設計者はモータ・ドライバICの使用数を減らせます
ラボでの測定
マイクロステッピング中の位置精度をテストするために、いくつかの実験を行いました。ラボのセットアップでは、ステッピングモータのシャフトに取り付けられた第1表面ミラーとレーザーを使用しました。ビームはミラーからラボの反対側の端まで約9mの距離で反射されました。次に、レーザービームの仰角を測定し、角度を計算しました。精度の測定は、主にビーム高さの測定精度によって制限され、 ±1mmでは、これは精度±0.006°に相当します。
実験に使用したモータは、3Dプリンタなどの製品で一般的に使用されている代表的なハイブリッドモータでした。1.8°のバイポーラモータで、定格電流は2.8A、保持トルクは1.26Nmです。
最初の実験では、モータ自体の精度を測定しました。正確なDC電流源を用いて2相を駆動し、モータシャフトにトルク負荷をかけませんでした。代わりに、ミラーのみシャフト上に付けています (図2参照)。
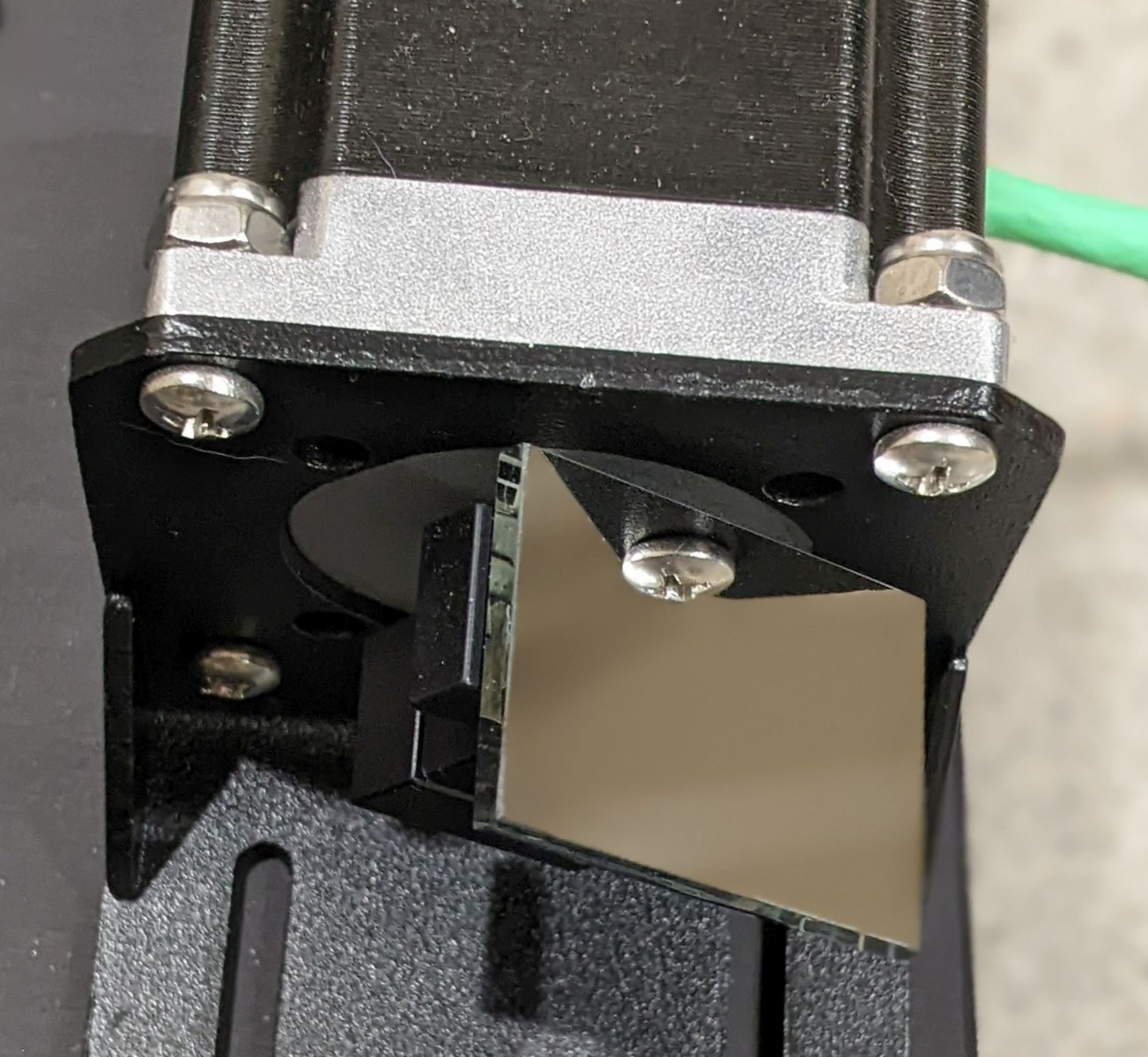
図2: ステッパーシャフト上のミラー
この設定の結果は小さな非線形性を示しましたが、角度精度は一般的に良好な約±0.03°、動きは変化の少ないものでした (図3参照)。つまり、モータが間違った方向に移動したり、動かなかったりすることはありません。これらの誤差は、モータ自体に固有の誤差と測定誤差を示しています。1/32ステップは0.056°に対応します。
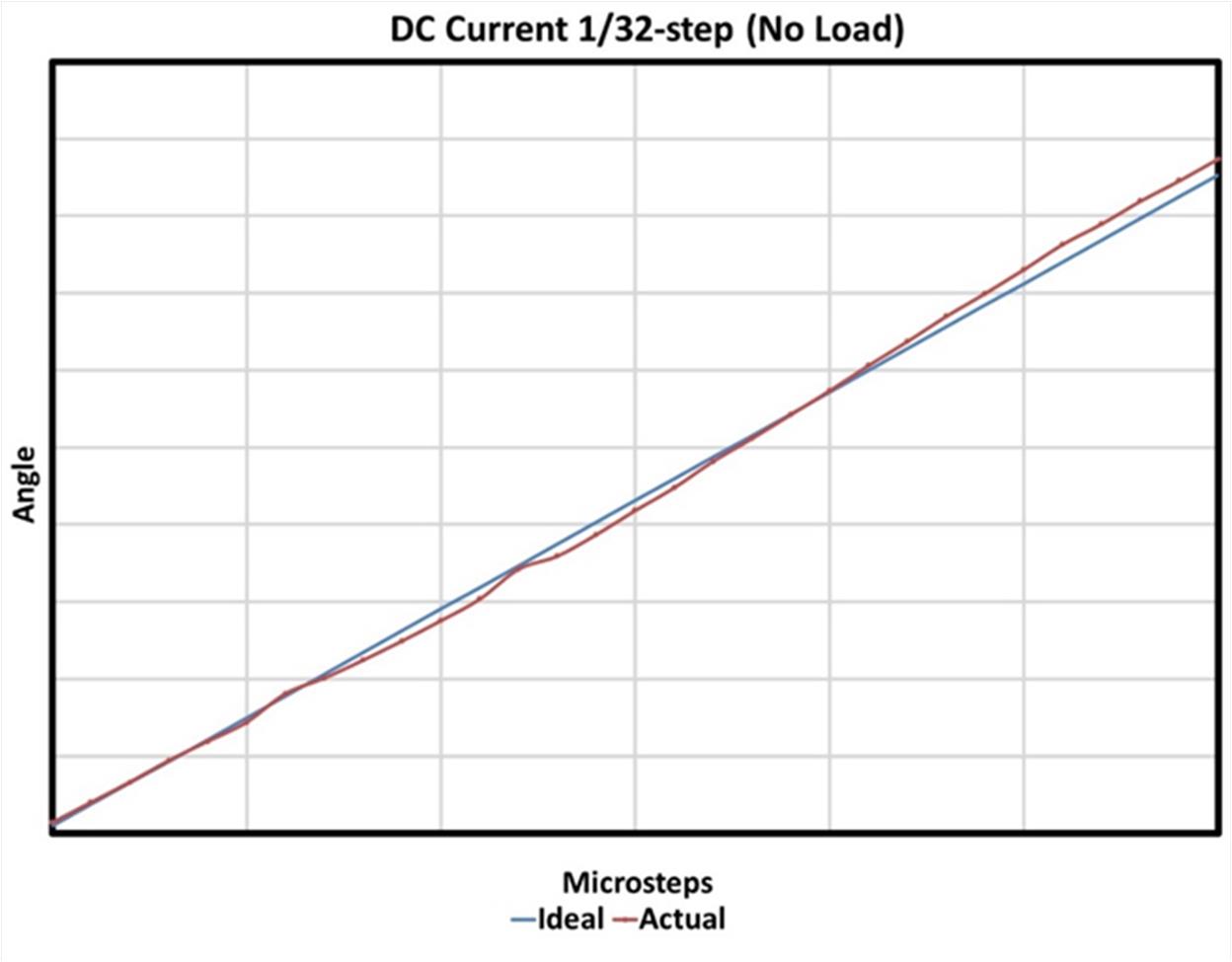
図3: 1/32ステップ無負荷での精度
次に、モータを磁性粒子式ブレーキに連結し、モータに摩擦トルク負荷を加えました (図4参照)。
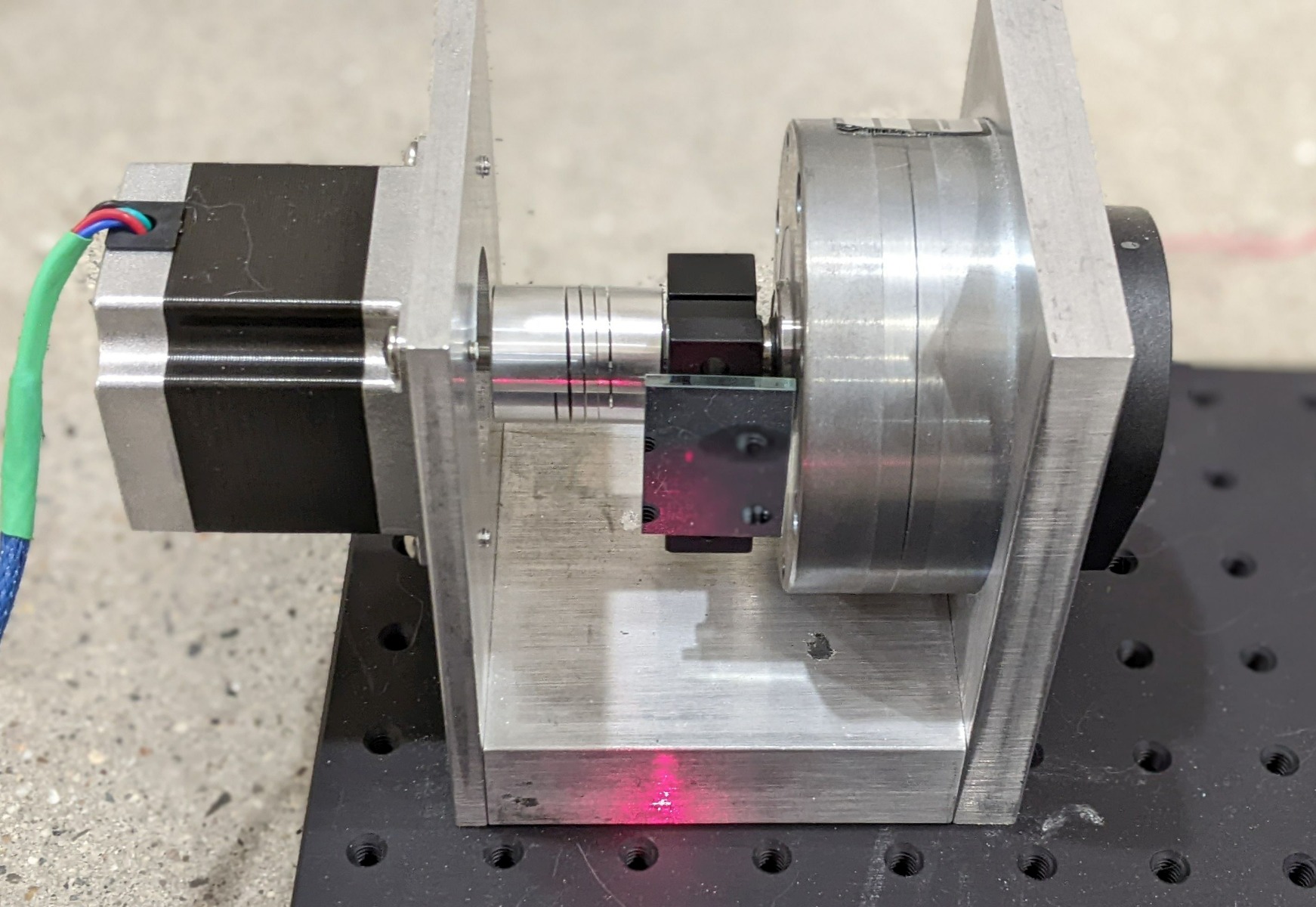
図4: ブレーキのセットアップ
モーターシャフトに約0.1Nmのトルクを加えて、DC電流源を使用して同じ測定を繰り返しました。図5は、1ステップおきに動きがなく、結果が大幅に異なることを示しています。

図5: トルクを追加した1/32ステップ
この動きは、このモータの計算された増分トルクと一致しています。1/32マイクロステップの増分トルクは保持トルクの約5%です。この場合、保持トルクが1.26Nmの場合、1マイクロステップで発生する予想トルクは約0.06Nmです。ただし、それだけでは摩擦負荷に勝てないため、トルクが負荷に勝てるよう十分高くなるまで、2マイクロステップ必要です。
トルクを0.9Nm (ストールトルクの約70%) に増やすと、モータが動くポイントまでトルクを上げるには、さらに多くのマイクロステップが必要になります (図6参照)。
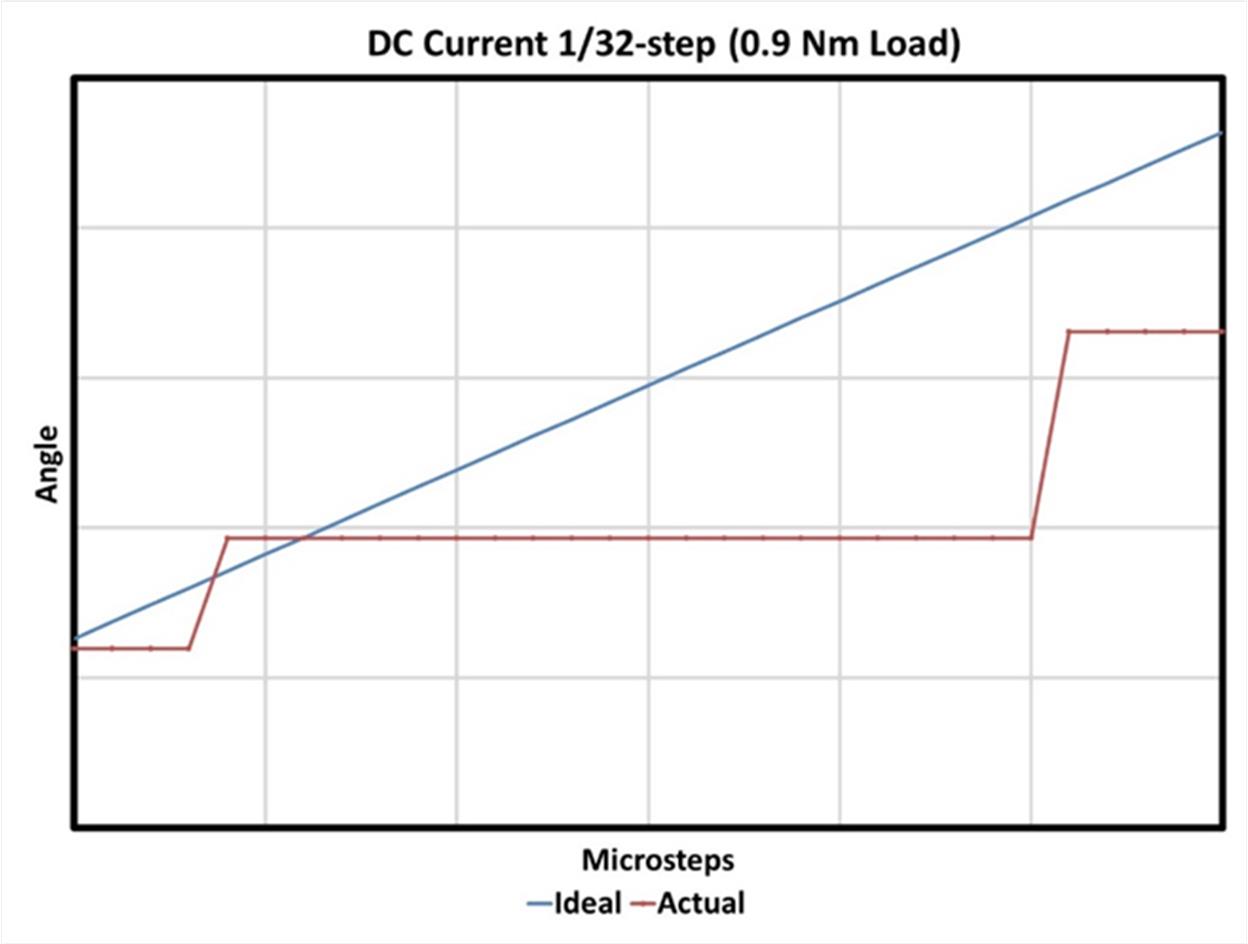
図6: 0.9Nmのトルクで1/32ステップ
MPSのMP6500、ステッピングモータドライバICを使用して2つの同様の実験を行いました。MP6500は正確なPWM電流制御を使用しており、フルステップから1/8ステップまで動作できます。図7は、 MP6500のブロック図です。
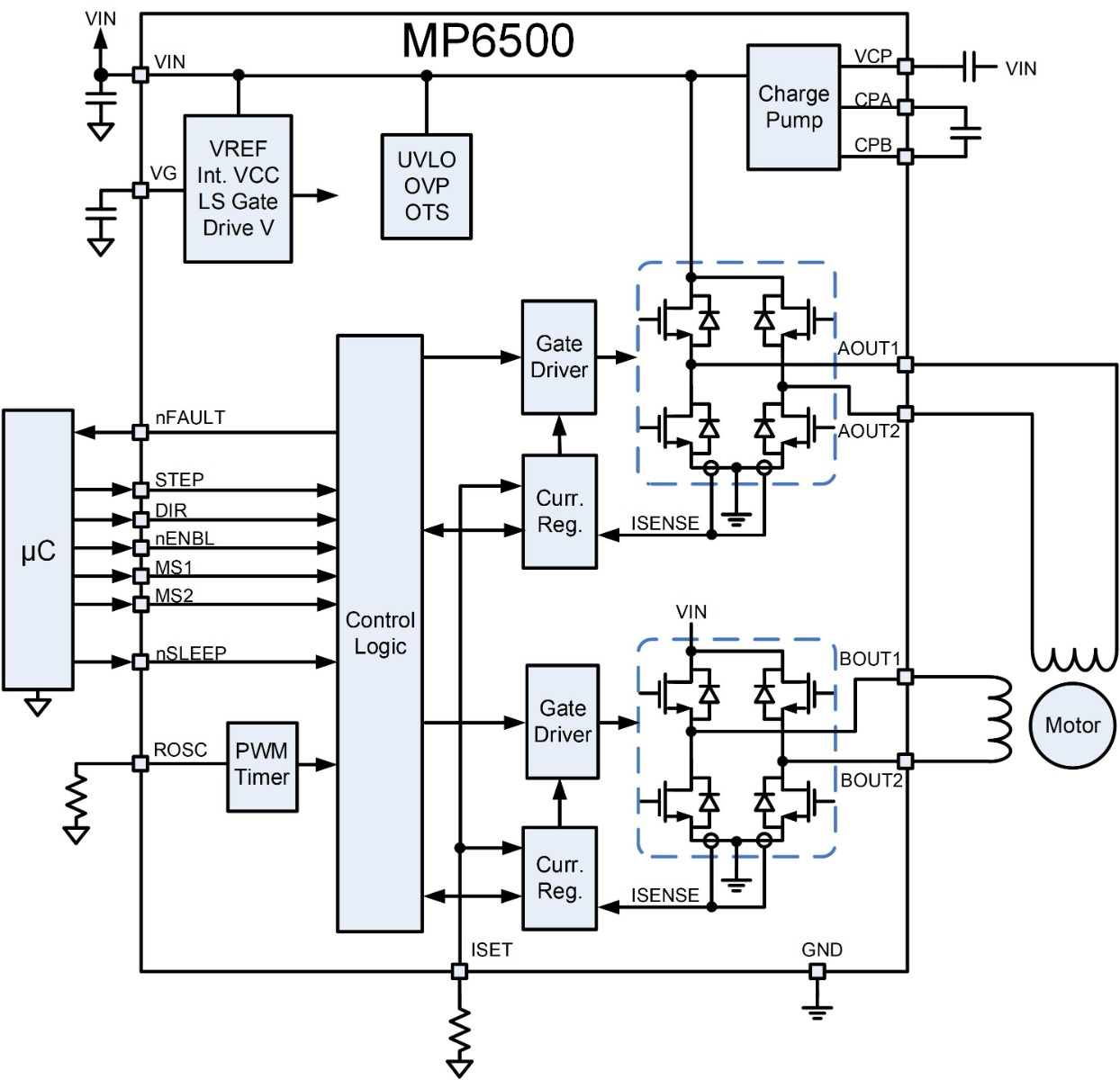
図7: MP6500ステッピングモータドライバ
従来のステッピングモータドライバICを使用した場合の精度がDC電流源を使用した場合と異なるかどうかをテストするために、最初のテストは0.1Nmのトルクと1/8ステップモードで実行されました。1/8ステップで生成されるトルクは、フルステップの約20%、すなわち0.25Nmであり、適用される0.1Nmトルクよりも大きくなります。図8はその結果で、これは、実際の角度が理想的な角度に沿っていることを示しています。
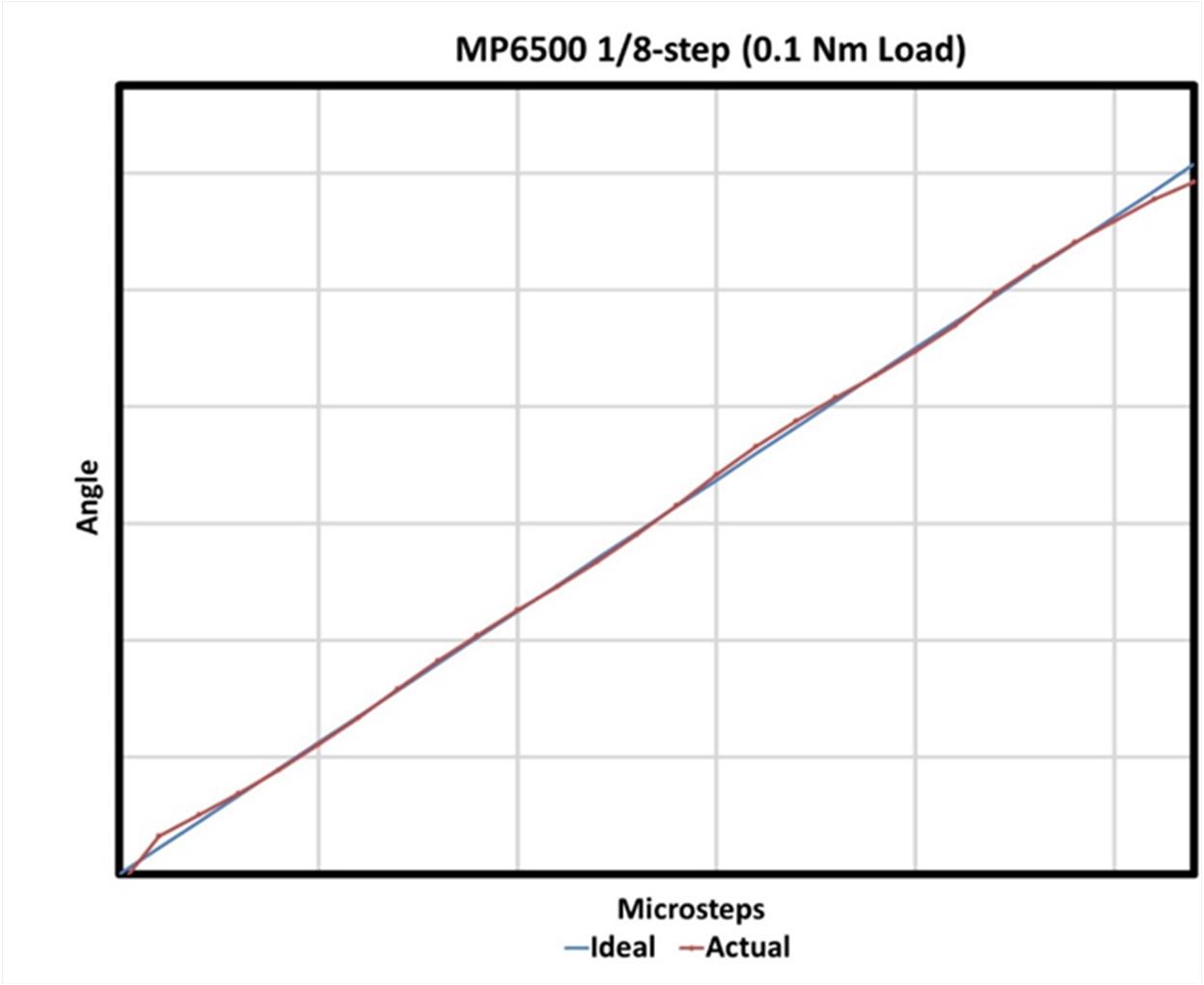
図8: 0.1Nmのトルクで1/8ステップを使用するMP6500
2番目のテストでは、0.4Nmのトルクが適用されました。これは、1/8ステップの増分保持トルク(0.25Nm)を超えています。予想どおり、マイクロステップはスキップされます (図9参照)。
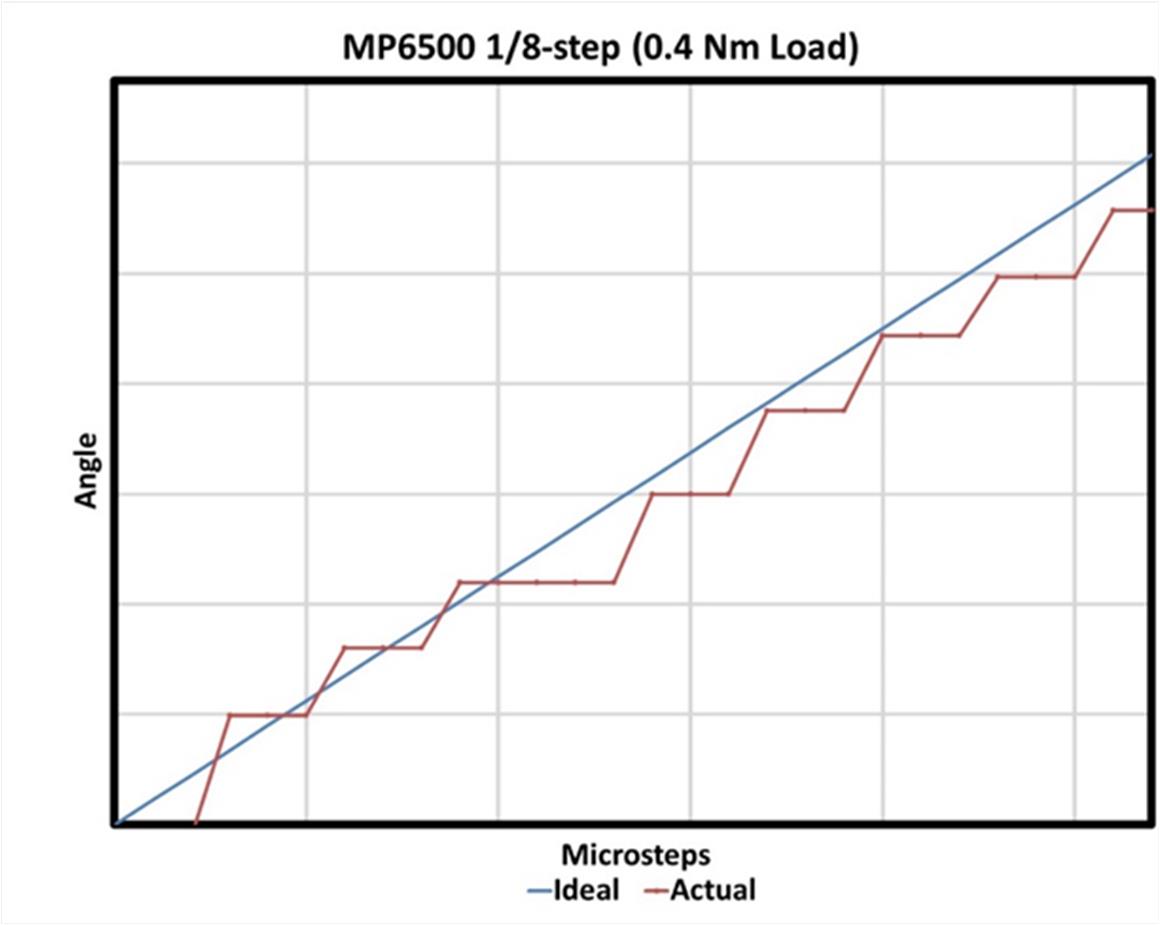
図9: 0.4Nmのトルクで1/8ステップを使用するMP6500
機械的な考慮事項
マイクロステッピング時に必要な精度を得るには、設計者は機械システムを考慮する必要があります。
ステッピングモータを利用して線形運動を生成する方法はいくつかあります。最初の方法は、ベルトとプーリを使用してモータを可動部材に結合することです。この場合、回転は線形運動に変換されます。移動距離は、モータの移動角度とプーリの直径の関数です。
2番目の方法は、親ネジまたはボールネジを使用することです。ステッピングモータはネジの端に直接結合されているため、ネジが回転すると、ナットが直線的に移動します。
どちらの場合も、単一のマイクロステップの結果として実際に線形運動になるかどうかは、摩擦トルクに依存します。これは、最高の精度を得るには、摩擦トルクを最小限に抑える必要があるということです。
たとえば、多くの親ねじとボールねじナットには、ある程度の予圧調整機能があります。予圧は、システムに遊びを引き起こすバックラッシュを防ぐために使用される力です。ただし、予圧を増やすとバックラッシュは減少しますが、摩擦も増加します。結果として、バックラッシュと摩擦の間には相反関係があります。
結論
ステッピングモータを使用してモーションコントロールシステムを設計する場合、増分トルクが大幅に減少するため、マイクロステッピング時にモータの定格保持トルクが適用されると思い込まないでください。これにより、上記のテストで実証された予期しないポジショニングの誤差が発生する可能性があります。場合によっては、マイクロステップの分解能を増加してもシステムの精度が向上しないことがあります。
これらの制限を克服するには、モータのトルク負荷を最小限に抑えるか、定格保持トルクが高いモータを使用することを推奨します。多くの場合、最良の解決策は、より大きなステップ増分を使用して、細かいマイクロステッピングに依存しないように機械システムを設計することです。MP6500のようなステッピングモータドライバは、1/8ステップを使用して、従来の高価なマイクロステッピングドライバと同じ機械的性能を提供できます。
_______________________
興味のある内容でしたか? お役に立つ情報をメールでお届けします。今すぐ登録を!
アカウントにログイン
新しいアカウントを作成